
إنتاج سبائك الألومنيوم نشاط تجاري ضخم وحساس للربحية، حيث تُعدّ كل نقطة مئوية من الإنتاج ذات أهمية بالغة. ومع ذلك، تفقد العديد من مصانع الصهر ما بين 5% و15% من معدنها بسبب الخبث، وترفض ما بين 2% و5% من السبائك نتيجة مسامية الهيدروجين أو عيوب السطح، وتواجه صعوبة في الحفاظ على تجانس التركيب الكيميائي بين عمليات الصهر المختلفة. هذه الخسائر ليست حتمية، بل يمكن حلها من خلال ممارسات صهر منضبطة، واستخدام مواد صهر مناسبة، وإزالة الغازات، والتحكم الدقيق في عملية السبائك.
تقدم هذه المقالة استراتيجيات عملية ومثبتة لزيادة الإنتاجية والجودة في صب سبائك الألومنيوم، مع التركيز على ثلاثة محاور أساسية: تقليل الخبث، وإزالة مسامية الهيدروجين، وتناسق التركيب الكيميائي.
الركائز الثلاث لجودة سبائك الألومنيوم
يعتمد إنتاج سبائك الألومنيوم بنجاح على ثلاثة أركان جودة مترابطة:
- الحد الأدنى من تكوين الخبث — الحفاظ على المعادن التي كانت ستصبح نفايات لولا ذلك
- التحرر من المسامية — القضاء على الفراغات الناتجة عن الهيدروجين والتي تسبب مشاكل إعادة الصهر ورفض العملاء
- كيمياء متسقة — تلبية حدود المواصفات دورة تلو الأخرى بأقل قدر من التباين
يتطلب كل ركن ممارسات محددة، لكنها تشكل معاً نظام جودة متكامل.
الركيزة الأولى: الحد من تكوّن الخبث
تُعدّ الخبث، وهي طبقة غنية بالأكاسيد تتشكل على الألومنيوم المنصهر، المصدر الأكبر لفقدان المعدن في مصانع صهر الألومنيوم. وتتراوح نسبة الخبث المتولدة، تبعًا لنوع السبيكة ونوع الفرن وطريقة العمل، من 1% إلى أكثر من 10% من وزن المعدن المنصهر. ويتكون الخبث من أكسيد الألومنيوم (Al₂O₃) والألومنيوم المعدني العالق. ويكمن الحل الأمثل في تقليل كمية المعدن المستخلص من الخبث ومنع تكوّنه تمامًا.
آليات تكوين الخبث
- أكسدة السطح: يتفاعل الألومنيوم المنصهر مع جو الفرن لتكوين طبقة من أكسيد الألومنيوم (Al₂O₃).
- الاضطراب: يؤدي التناثر والتحريك أثناء الشحن والتقليب والطرق إلى حبس الهواء وزيادة الأكسدة.
- درجة حرارة: تؤدي درجات الحرارة المرتفعة إلى تسريع الأكسدة بشكل كبير - فكل 50 درجة مئوية فوق الحد الأدنى تزيد من الخبث بنسبة 30-50%
- الشوائب: يزيد المغنيسيوم والعناصر التفاعلية الأخرى من ميل تكوين الخبث
استراتيجيات مثبتة للحد من الخبث
- استخدم مواد التغطية (مادة التدفق الملحية): تُفصل طبقة من الملح المُساعد (مزيج من كلوريد الصوديوم وكلوريد البوتاسيوم مع إضافة الفلوريدات) على سطح المصهور الألومنيوم عن الهواء، مما يقلل من الأكسدة. يُضاف من 3 إلى 8 كيلوغرامات لكل طن من المصهور.
- تقليل درجة حرارة الفرن: يُفضل التشغيل عند أدنى درجة حرارة عملية مناسبة للسبيكة. بالنسبة لمعظم سبائك الصب، يُنصح بالحفاظ على درجة حرارة تتراوح بين 700 و730 درجة مئوية بدلاً من 750 إلى 780 درجة مئوية.
- تجنب التقليب غير الضروري: تؤدي كل دورة تقليب إلى كسر طبقة الأكسيد الواقية وتكوين سطح جديد للأكسدة. قلّب فقط عند الضرورة لضبط التركيب أو توحيد درجة الحرارة.
- استخدم التغطية بالغاز الخامل: بالنسبة للسبائك عالية القيمة، يُنصح بتغطية الفرن بالنيتروجين أو الأرجون لإزاحة الأكسجين. وهذا من شأنه أن يقلل من الخبث بنسبة تتراوح بين 40 و60%.
- معالجة الخبث: استخدم مكبس الخبث أو فرن الملح الدوار لاستعادة 60-80٪ من الألومنيوم المعدني من الخبث المتولد.

الركيزة الثانية: التحكم في مسامية الهيدروجين
تُعدّ المسامية الهيدروجينية أكثر العيوب الداخلية شيوعًا في مصبوبات الألومنيوم. يذوب الهيدروجين بسهولة في الألومنيوم المنصهر (ذوبانيته حوالي 0.65 سم³/100 غرام عند 700 درجة مئوية)، ولكنه يكاد يكون غير قابل للذوبان في الألومنيوم الصلب (ذوبانيته حوالي 0.036 سم³/100 غرام عند 660 درجة مئوية). عند تصلب الألومنيوم، يتشكل الهيدروجين الزائد على هيئة فقاعات غازية تُحتبس على شكل مسامية. تُقلل هذه الفراغات من الخواص الميكانيكية، وتُسبب تسربات في المصبوبات المحكمة الإغلاق، وتُؤدي إلى ظهور فقاعات على السطح أثناء المعالجة الحرارية.
مصادر الهيدروجين
- بخار الماء: المصدر الرئيسي - من الهواء الرطب، أو الخردة الرطبة، أو الرطوبة في المواد المنصهرة، أو المواد الحرارية الرطبة
- التلوث بالهيدروكربونات: تُفرض رسوم على بيع الخردة مقابل الزيوت والشحوم والمخلفات العضوية
- الأكاسيد المائية: يُطلق هيدروكسيد الألومنيوم الموجود على أسطح الخردة بخار الماء عند تسخينه
طرق فعالة لإزالة الغازات
| طريقة | اختزال الهيدروجين النموذجي | الأفضل لـ | القيود |
|---|---|---|---|
| إزالة الغازات (النيتروجين أو الأرجون) من خلال رمح الجرافيت | انخفاض بنسبة 40-60% | أفران صغيرة، عمليات دفعية | غير متسق، ويعتمد على المشغل |
| إزالة الغازات من المروحة الدوارة | انخفاض بنسبة 70-90% | أفران متوسطة إلى كبيرة الحجم، صب مستمر | تكلفة معدات أعلى، نتائج ممتازة |
| إزالة الغازات المضمنة (باستخدام سدادة دوارة أو مسامية) | انخفاض بنسبة 75-90% | الصب المستمر بكميات كبيرة | يتطلب رأس مال كبير ونظام غسيل الأموال |
أفضل الممارسات لإزالة الغازات باستخدام الآلات الدوارة: استخدم غاز الأرجون (المفضل) أو النيتروجين بمعدل تدفق يتراوح بين 10 و20 لترًا/دقيقة لمدة تتراوح بين 10 و20 دقيقة حسب حجم المعدن المنصهر. حافظ على سرعة دوران المروحة بين 300 و500 دورة في الدقيقة. بعد إزالة الغازات، انتظر من 5 إلى 10 دقائق حتى تصعد الفقاعات ويخرج الهيدروجين قبل الصب.
قياس الهيدروجين عبر الإنترنت
لا يمكنك التحكم بما لا يمكنك قياسه. استثمر في أجهزة تحليل الهيدروجين عبر الإنترنت (مثل ALSCAN أو ALSPEK أو اختبار الضغط المنخفض) للتحقق من مستويات الهيدروجين قبل الصب. المستويات المستهدفة:
- قطاع الطيران/السيارات المتميز: <0.10 مل/100 غرام من الألومنيوم
- المسبوكات الهندسية العامة: <0.15 مل/100 غرام من الألومنيوم
- سبيكة لإعادة الصهر: <0.20 مل/100 غرام من الألومنيوم
الركيزة الثالثة: التركيب الكيميائي المتسق
يُعدّ الالتزام بحدود المواصفات لعناصر السبائك (السيليكون، الحديد، النحاس، المنغنيز، المغنيسيوم، الزنك، التيتانيوم، إلخ) بأقل قدر من التباين أمرًا بالغ الأهمية لقبول العملاء وعمليات التصنيع اللاحقة. ويتطلب تحقيق الاتساق إضافة دقيقة للسبيكة الرئيسية ومعالجة فعّالة للمصهور.
أفضل الممارسات في إضافة السبائك الرئيسية
السبائك الرئيسية توفر سبائك (مثل AlSi، AlCu، AlMn، AlTiB، AlSr) إضافة فعالة ودقيقة لعناصر السبائك مقارنةً بالمعادن النقية. تشمل أفضل الممارسات ما يلي:
- قم بتسخين السبائك الرئيسية مسبقًا إلى 200-300 درجة مئوية قبل الإضافة لتجنب الصدمة الحرارية والرطوبة
- أضف عند درجة الحرارة المناسبة: تتراوح درجة الحرارة بين 720 و750 درجة مئوية لمعظم السبائك الرئيسية؛ فارتفاع درجة الحرارة يزيد من الأكسدة، وانخفاضها يبطئ الذوبان.
- قلّب جيداً بعد الإضافة، يتم التقليب الميكانيكي أو الكهرومغناطيسي لمدة 5-10 دقائق لضمان التجانس.
- قم بأخذ عينة والتحقق منها قبل الصب؛ خذ عينات من ثلاثة مواقع على الأقل في الفرن
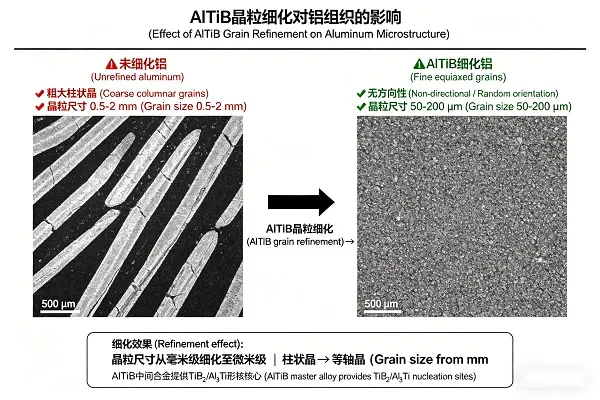
تحسين الحبيبات باستخدام AlTiB
سبيكة رئيسية من الألومنيوم والتيتانيوم والبورون (AlTiB) يُعدّ هذا المعيار الصناعي لتحسين حبيبات سبائك الألومنيوم. فالحبيبات الدقيقة متساوية المحاور تُحسّن عملية التغذية، وتقلل من التمزق الساخن، وتُعزز الخواص الميكانيكية. معدلات الإضافة النموذجية:
- AlTi5B1 (5% Ti، 1% B): 1-3 كجم/طن للتطبيقات العامة
- AlTi3B3 (3% تيتانيوم، 3% بورون): 0.5–1.5 كجم/طن لحساسية أعلى للبورون
- أضف أثناء عملية الصب (في خط الإنتاج) أو قبل 5-10 دقائق من عملية الصب (في الفرن).
- تجنب المعالجة المفرطة - فالزيادة المفرطة في التيتانيوم أو البورون قد تؤدي إلى تكوين مركبات بين فلزية خشنة
تعديل السيليكون اليوتكتيكي (سبائك الألومنيوم والسيليكون)
بالنسبة لسبائك صب الألومنيوم والسيليكون (مثل A356 و A380)، تعديل السترونتيوم (AlSr10) أو الصوديوم يحوّل رقائق السيليكون الخشنة والهشة إلى سيليكون يوتكتيكي ليفي ناعم، مما يحسّن بشكل كبير من ليونته. أفضل الممارسات:
- إضافة AlSr10: 0.2–0.5 كجم/طن (الهدف 100–300 جزء في المليون من السترونتيوم)
- أضف بعد عملية إزالة الغازات (يمكن أن يتفاعل السترونتيوم مع غازات إزالة الغازات).
- يتلاشى اللون خلال 30-60 دقيقة - قم بصب القالب فورًا بعد التعديل.
سير عمل متكامل لممارسة الذوبان
لضمان جودة متسقة لسبائك الألومنيوم، اتبع هذا التسلسل المجرب:
- إعداد الرسوم: قم بتجفيف وتنظيف الخردة والألومنيوم الأساسي. أزل الزيت والطلاء والملوثات العضوية.
- الانصهار: قلل من درجة الحرارة الزائدة - قم بالصهر إلى 720-740 درجة مئوية، وتجنب تجاوز 760 درجة مئوية.
- إضافة غطاء التدفق: أضف مادة صهر الملح (3-5 كجم/طن) مباشرة بعد الصهر لمنع الأكسدة.
- السبائك: أضف السبائك الرئيسية (AlSi، AlCu، AlMn، إلخ) عند درجة حرارة 730-750 درجة مئوية مع التقليب الجيد.
- أخذ العينات والتحليل: تحقق من التركيبة؛ وقم بالتعديل إذا لزم الأمر.
- إزالة الغازات: قم بإزالة الغازات باستخدام الأرجون عن طريق الدوران لمدة 10-20 دقيقة. ثم قم بقياس الهيدروجين بعد ذلك.
- تكرير الحبوب: أضف AlTiB (1-2 كجم/طن) في غضون 10 دقائق من الصب.
- التعديل (في حالة سبيكة الألومنيوم والسيليكون): أضف AlSr10 (0.2–0.5 كجم/طن) بعد إزالة الغازات، وقم بالصب في غضون 30 دقيقة.
- نظرة سريعة أخيرة: قم بإزالة الخبث مباشرة قبل الصب.
- صب: حافظ على درجة حرارة ومعدل صب ثابتين.
العيوب الشائعة والإجراءات التصحيحية
| عيب | مؤشر بصري/حسي | السبب الجذري | الإجراء التصحيحي |
|---|---|---|---|
| خبث الأكسيد (مفرط) | طبقة سميكة وجافة من الخبث؛ معدل استخلاص منخفض | درجة حرارة عالية، تعرض للهواء، تدفق بدون غطاء | خفض درجة الحرارة، أضف مادة التغطية، استخدم غطاءً من الغاز الخامل |
| مسامية الهيدروجين | ثقوب دقيقة على سطح الكسر أو في صورة الأشعة السينية | خردة رطبة، جو رطب، إزالة غازات غير كافية | تسخين الخردة مسبقًا، تجفيف التدفقات، إزالة الغازات الدورانية باستخدام الأرجون، قياس الهيدروجين عبر الإنترنت |
| بنية الحبيبات الخشنة | حبيبات عمودية كبيرة على سطح محفور | لا يوجد تكرير للحبوب، معدل تبريد منخفض | أضف سبيكة رئيسية من الألومنيوم والتيتانيوم والبورون (1-2 كجم/طن) |
| ظهور بثور على السطح | ظهور بثور بعد المعالجة الحرارية | يتمدد الهيدروجين المذاب أثناء المعالجة بالمحلول | قلل نسبة الهيدروجين قبل الصب، وتحقق من ذلك باختبار الضغط المنخفض. |
| التركيب خارج المواصفات | الكيمياء خارج حدود العميل | سوء الخلط، إضافة غير صحيحة للسبيكة الرئيسية، الانفصال | تحسين عملية التقليب، وتسخين السبائك الرئيسية مسبقًا، والتحقق باستخدام مطياف ضوئي. |
مثال عملي: تحويل العائد من 88% إلى 95%
كان مصهر ثانوي للألمنيوم ينتج 40,000 طن/سنة من سبائك الألومنيوم A356 يعمل بنسبة 88% من إنتاجية الصهر، مع فقدان 12% بسبب الخبث وعوامل أخرى. بعد تطبيق برنامج تحسين شامل يتضمن ما يلي:
- تمت زيادة استخدام مادة التدفق الملحية من 2 إلى 6 كجم/طن
- تم تخفيض درجة حرارة الفرن من 760 درجة مئوية إلى 720 درجة مئوية كدرجة حرارة احتفاظ
- حلّت تقنية إزالة الغازات الدوارة محل تقنية إزالة الغازات بالرمح
- توحيد عملية تحسين حبيبات AlTiB
- تم تطبيق عملية ضغط الخبث لاستخلاص المعدن من الخبث.
النتائج بعد ستة أشهر:
- ارتفع معدل الذوبان من 88% إلى 94.5% (تحسن بنسبة 6.5%)
- المعادن الإضافية القابلة للبيع سنوياً: 2600 طن
- انخفضت نسبة رفض العملاء للمنتجات بسبب المسامية من 4.2% إلى 0.7%
- الوفورات السنوية: 4.5 مليون دولار أمريكي بالأسعار السائدة للألمنيوم
- فترة استرداد تكلفة جهاز إزالة الغازات وجهاز ضغط الخبث: 8 أشهر
يتطلب تحقيق أقصى قدر من الإنتاجية والجودة في إنتاج سبائك الألومنيوم اهتمامًا منهجيًا بتقليل الخبث، والتحكم في الهيدروجين، وتناسق التركيب. من خلال تطبيق أفضل الممارسات الموضحة هنا - استخدام مواد صهر مناسبة، وخفض درجات الحرارة، وإزالة الغازات بكفاءة، ودقة السبيكة الرئيسية، وتحسين بنية الحبيبات - يمكن لمصانع صهر الألومنيوم تقليل فقد المعدن، والقضاء على عيوب المسامية، وتوفير سبائك تلبي أكثر المواصفات تطلبًا. شركة برايت ألوويز للتوريدات سبائك الألومنيوم الرئيسية (AlSi، AlCu، AlMn، AlTiB، AlSr10، AlB)، ومحسنات الحبيبات، ومواد الصهر لإزالة الغازات لدعم كل جانب من جوانب إنتاج سبائك الألومنيوم عالية الجودة.