
يُعد الأكسجين ضرورياً وضاراً في صناعة الصلب. بينما يُعدّ نفخ الأكسجين أساسيًا في عملية التكرير باستخدام فرن الأكسجين الأساسي (BOF) وفرن القوس الكهربائي (EAF) لإزالة الكربون والفوسفور والسيليكون، يجب التحكم بدقة في نسبة الأكسجين المذاب المتبقية بعد عملية السحبيؤدي الأكسجين غير المنضبط إلى مسامية الغاز، والتقصف، والأهم من ذلك، تكوين شوائب غير معدنية تؤثر سلبًا على الخواص الميكانيكية، وعمر الإجهاد، وجودة السطح.
تتطلب صناعة الصلب الحديثة فهمًا دقيقًا لنشاط الأكسجين، وتوازنات إزالة الأكسدة، وهندسة الشوائب. تتناول هذه المقالة كيفية تأثير الأكسجين المذاب على تكوين الشوائب، وتقدم استراتيجيات عملية لتحقيق أفضل ممارسات إزالة الأكسدة في مختلف أنواع الصلب.
تحدي الأكسجين: من فرن الأكسجين الأساسي إلى أنبوب التغذية
في نهاية عملية فرن الأكسجين القاعدي أو فرن القوس الكهربائي، يحتوي الفولاذ المنصهر على 400-800 جزء في المليون من الأكسجين المذاب، وهو في حالة توازن مع الكربون. وللمقارنة، تتطلب معظم منتجات الفولاذ النهائية مستويات أكسجين أقل من 30 جزءًا في المليون، بينما تتطلب التطبيقات الحساسة (فولاذ المحامل، فولاذ النوابض) أقل من 10 أجزاء في المليون من الأكسجين الكلي. يجب أن تزيل خطوة إزالة الأكسدة - بإضافة عناصر ذات ألفة عالية للأكسجين - الغالبية العظمى من هذا الأكسجين مع التحكم في كمية الشوائب الناتجة حتمًا.
يمكن تمثيل تفاعل إزالة الأكسدة الأساسي على النحو التالي: x[M] + y[O] → MₓOy (s أو l)يُحدد اختيار مزيل الأكسدة التركيب الكيميائي للمواد المضمنة، وشكلها، وسلوك إزالتها. دعونا نستعرض أنظمة إزالة الأكسدة الأكثر شيوعًا.
إزالة الأكسدة من الألومنيوم: كفاءة عالية، خطر عالٍ للشوائب
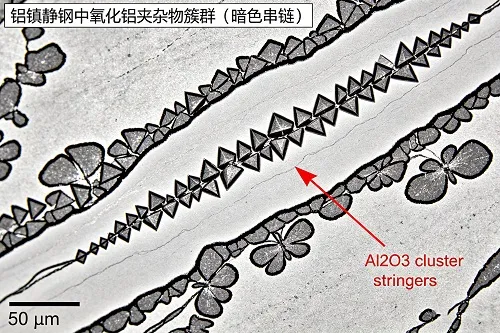
يُعدّ الألومنيوم أقوى مزيل للأكسدة وأكثرها فعالية من حيث التكلفة، فهو قادر على تقليل الأكسجين المذاب إلى 2-5 جزء في المليون في ظل ظروف التوازن. التفاعل هو: 2Al + 3[O] → Al₂O₃(s)ومع ذلك، فإن شوائب الألومينا (Al₂O₃) الناتجة صلبة وقاسية، وغالبًا ما تشكل تجمعات يصعب إزالتها تمامًا. وتؤثر هذه الشوائب سلبًا على عمر الإجهاد، وقابلية التشغيل، وجودة السطح. وفي عملية الصب المستمر، يُعد تراكم الألومينا في فوهات الدخول المغمورة (SEN) تحديًا تشغيليًا مستمرًا.
أفضل الممارسات لإزالة الأكسدة من الألومنيوم: بالنسبة للفولاذ المتضرر بالكامل والذي يتطلب نسبة منخفضة جدًا من الأكسجين الكلي، استخدم 0.5-1.2 كجم من الألومنيوم لكل طن من الفولاذ. ثم قم بالتحريك باستخدام غاز الأرجون لتعزيز طفو الشوائب، وعند الإمكان، قم بمعالجة الألومينا بالكالسيوم لتحويلها إلى ألومينات الكالسيوم السائلة.
إزالة الأكسدة بالسيليكون والمنغنيز: شوائب سائلة، فولاذ أنظف
يوفر الجمع بين السيليكون والمنغنيز ميزة واضحة: منتج إزالة الأكسدة هو سيليكات المنغنيز السائل (MnO·SiO₂) عند درجات حرارة صناعة الصلب، تتجمع الشوائب السائلة بسهولة أكبر وتطفو أسرع من الأكاسيد الصلبة. ويكون التفاعل كما يلي: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)على الرغم من أن إزالة الأكسجين باستخدام السيليكون والمنغنيز لا تصل إلى مستويات منخفضة من الأكسجين كما هو الحال مع الألومنيوم (عادةً ما تتراوح نسبة الأكسجين المتبقي بين 20 و40 جزءًا في المليون)، إلا أن عدد الشوائب الناتجة يكون أصغر حجمًا وأكثر كروية وأقل ضررًا. بالنسبة للعديد من أنواع الفولاذ الإنشائي، توفر إزالة الأكسجين باستخدام السيليكون والمنغنيز التوازن الأمثل بين النظافة والتكلفة.
نصيحة عملية: حافظ على نسبة Mn/Si المستهدفة من 3:1 إلى 5:1 لضمان تكوين أكسيد سائل. استخدم مواد عالية الجودة سبائك السيليكون والمنغنيز (SiMn) بتركيبة كيميائية متسقة للحصول على نتائج قابلة للتكرار.
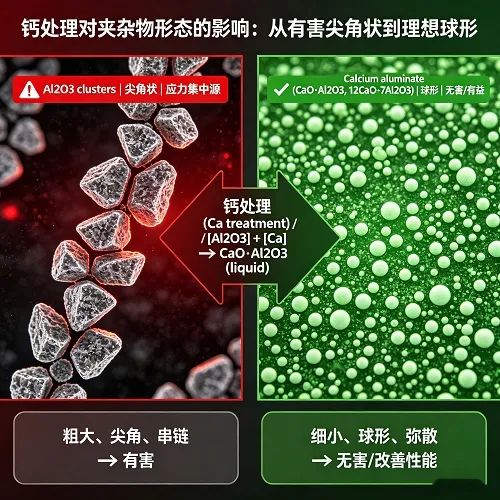
معالجة الكالسيوم: تعديل الشوائب لتحقيق أداء فائق
نادرًا ما يُستخدم الكالسيوم كمزيل أكسدة أساسي نظرًا لتكلفته العالية وانخفاض معدل استخلاصه، ولكنه لا مثيل له كمعدِّل للتضمينعند إضافة الكالسيوم إلى الفولاذ المُعالج بالألومنيوم (عادةً عبر سلك ذي قلب من سيليكات الكالسيوم)، يتفاعل مع شوائب الألومينا الصلبة لتكوين ألومينات الكالسيوم ذات نقطة انصهار منخفضة (مثل 12CaO·7Al₂O₃، نقطة انصهارها حوالي 1455 درجة مئوية). هذه الشوائب الكروية أقل ضرراً بالخواص الميكانيكية، وتقلل بشكل ملحوظ من انسداد الفوهات أثناء الصب المستمر.
إرشادات إضافة الكالسيوم: لتحقيق أفضل تعديل، استهدف نسبة كالسيوم إلى ألومنيوم تتراوح بين 0.10 و0.15. يؤدي فرط الكالسيوم إلى تكوين كبريتيد الكالسيوم، الذي قد يتصلب مرة أخرى ويسبب مشاكل أخرى في عملية الصب. الدقة أمر بالغ الأهمية؛ وتستخدم الممارسات الحديثة حقن سلك ذي قلب من الكالسيوم والسيليكون مع تقديم ملاحظات فورية.
قياس ومراقبة نشاط الأكسجين
تعتمد صناعة الصلب الحديثة على أجهزة استشعار الأكسجين الكهروكيميائية (معتمد على أكسيد الزركونيوم) لقياس نشاط الأكسجين المذاب مباشرةً في المغرفة. تُوجّه هذه القياسات إضافة مزيلات الأكسدة، مما يقلل من المعالجة الزائدة والناقصة. أهداف الأكسجين الرئيسية حسب مرحلة العملية:
- نهاية فرن الأكسجين الأساسي/فرن القوس الكهربائي: 400-800 جزء في المليون (قبل إزالة الأكسدة)
- بعد إضافة الألومنيوم أو السيليكون والمنغنيز: 10-30 جزء في المليون (أكسجين نشط)
- بعد العلاج بالكالسيوم: 5-15 جزء في المليون + تعديل تضمين مستقر
- التونديش (الصب المستمر): نسبة الأكسجين الكلية (Otot) تتراوح عادةً بين 15 و30 جزءًا في المليون، وذلك حسب درجة النقاء.
استراتيجيات لممارسة إزالة الأكسدة المثلى
يتطلب تحقيق نظافة متسقة للفولاذ اتباع نهج منهجي. وينطبق الإطار التالي على معظم أنواع الفولاذ الكربوني والفولاذ منخفض السبائك:
- هندسة الخبث: حافظ على الخبث القاعدي (نسبة CaO/SiO₂ > 2.5) لامتصاص نواتج إزالة الأكسدة. تقليل نسبة FeO في الخبث المختزل إلى أقل من 1% يقلل من ارتداد الأكسجين.
- التحريك بغاز الأرجون القوي: إن ضخ غاز الأرجون بلطف لمدة 5-10 دقائق على الأقل بعد عملية إزالة الأكسدة يعزز عملية طفو الشوائب.
- الجمع المتسلسل: بالنسبة للدرجات التي تتطلب نسبة أكسجين منخفضة للغاية، ضع في اعتبارك إزالة الأكسدة المسبقة باستخدام السيليكون والمنغنيز متبوعة بتشطيب الألومنيوم، ثم تعديل الكالسيوم.
- غطاء المغرفة: منع إعادة الأكسدة الناتجة عن خبث المغرفة أو دخول الهواء أثناء عملية الصب والتفريغ.
مثال عملي: تحسين جودة فولاذ المحامل
واجهت شركة متخصصة في إنتاج الفولاذ، وتحديداً فولاذ محامل SAE 52100، معدلات رفض عالية بسبب شوائب من نوع الألومينا تم اكتشافها في اختبارات الموجات فوق الصوتية. ومن خلال تطبيق بروتوكول إزالة الأكسدة على مرحلتين (إزالة الأكسدة المسبقة باستخدام السيليكون والمنغنيز ← التشطيب بالألومنيوم ← معالجة سلك الكالسيوم والسيليكون المحشو) وتحسين وقت تقليب المغرفة إلى 12 دقيقة، تمكن المُصنِّع من خفض إجمالي الأكسجين من 18 جزءًا في المليون إلى 8 أجزاء في المليون. تحسنت معدلات الشوائب بنسبة 60%، وتضاعف عمر إجهاد المحمل (L10) أكثر من مرتين. تؤكد هذه الحالة أن التحكم في الأكسجين ليس إجراءً منفردًا، بل استراتيجية عملية متكاملة.
مع تزايد الطلب على الأداء العالي في تطبيقات الصلب، بدءًا من أنظمة نقل الحركة في المركبات الكهربائية وصولًا إلى قواعد توربينات الرياح البحرية، بات التحكم الدقيق في الأكسجين عاملًا حاسمًا في التميّز التنافسي. من خلال فهم العلاقة بين الأكسجين المذاب، وتكوّن الشوائب، وكيمياء إزالة الأكسدة، يستطيع مصنّعو الصلب إنتاج فولاذ أنظف وأقوى وأكثر موثوقية باستمرار. تقدّم شركة برايت ألوويز مجموعة متكاملة من سبائك إزالة الأكسدة، بما في ذلك أسلاك الفيروسليكون، والسيليكون-المنغنيز، وأسلاك سبائك السيليكون الكالسيوم ذات النواة، مدعومة بخبرة واسعة في علم المعادن للمساعدة في تحسين ممارساتكم.