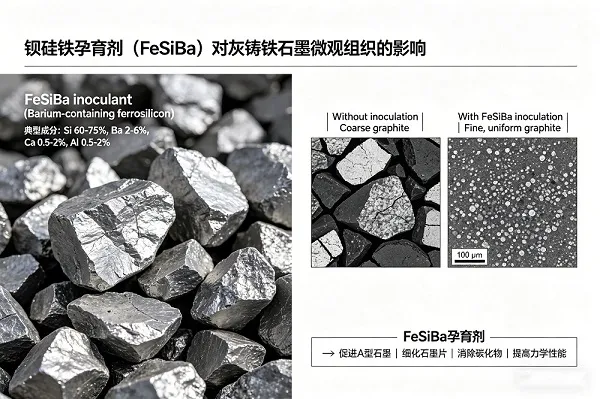
Für Graugussgießereien, die gleichbleibenden Graphit vom Typ A, die Vermeidung von Kaltverfestigung in Dünnschnitten und verlängerte Haltezeiten ohne Ausbleichen anstreben, bariumhaltige Ferrosilicium-Impfmittel (FeSiBa) stellt einen bedeutenden Fortschritt gegenüber herkömmlichem Ferrosilicium dar. Barium ist nicht nur ein Ersatz für Calcium – es bietet deutliche metallurgische Vorteile, die die hartnäckigsten Herausforderungen beim Grauguss lösen.
Dieser Artikel untersucht die wissenschaftlichen Grundlagen der überlegenen Keimbildungskapazität von Barium, seiner bemerkenswerten Beständigkeit gegen Farbverblassung und der praktischen Vorteile, die FeSiBa zum Impfmittel der Wahl für anspruchsvolle Graugussanwendungen gemacht haben – insbesondere für dünnwandige Gussteile, komplexe Geometrien und lange Gießvorgänge.
Die Herausforderung: Grenzen der Standard-Ferrosilicium-Impfung
Standardmäßiges 75%iges Ferrosilicium (FeSi)-Impfmittel ist seit Jahrzehnten das Arbeitspferd der Gießereien. Seine Grenzen sind jedoch gut dokumentiert:
- Schnelles Ausblenden: Die Keimbildungsstellen beginnen innerhalb von 5–8 Minuten nach Zugabe zu verschwinden, weshalb das Gießen schnell erfolgen muss.
- Unzureichende Kühlkontrolle bei dünnen Scheiben: Bei Wandstärken unter 6 mm kommt es häufig zu Graphit- oder Karbidbildung vom Typ D/E.
- Begrenzte Schrumpfungsfütterung: Minimale Graphitausdehnung während der Erstarrung
- Abschnittssensitivität: Signifikante Eigenschaftsunterschiede zwischen dicken und dünnen Gussbereichen
Bariumhaltige Impfmittel gehen direkt auf jede dieser Einschränkungen durch einzigartige Nukleationschemie und verlängerte Stabilität ein.
Der Mechanismus: Wie Barium die Keimbildung verstärkt
Die Wirksamkeit der Impfung hängt von der Anzahl und Stabilität der Graphitkeimbildungsstellen ab. Barium trägt über mehrere Mechanismen dazu bei:
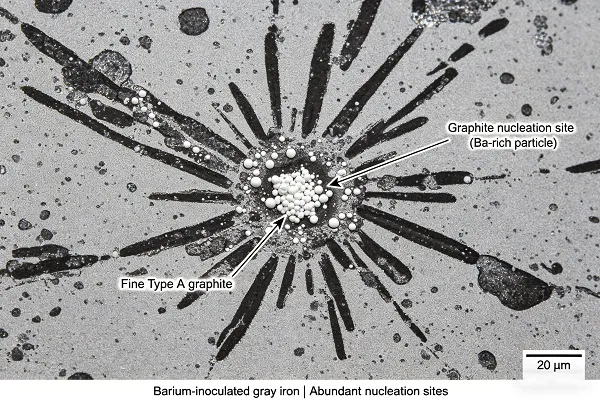
1. Bildung stabiler Nukleationsverbindungen
Das im Impfmittel enthaltene Barium (typischerweise 1–6 % Ba) bildet hochstabile Verbindungen, die als wirksame Graphitkeimbildungsstellen wirken:
- Bariumoxid (BaO): Bildet stabile, feine Dispersionen mit ausgezeichneter kristallographischer Übereinstimmung mit Graphit
- Bariumsulfid (BaS): Besonders wirksam bei Eisen mit moderatem Schwefelgehalt (0,05–0,10 % S).
- Bariumalumosilikate (BaAl₂Si₂): Komplexe, hochschmelzende Verbindungen mit hoher thermischer Stabilität
Diese Bariumverbindungen bleiben bei höheren Temperaturen stabil als kalziumbasierte Keimbildungsstellen und bieten eine höhere Keimbildungsdichte und Beständigkeit gegen Auflösung.
2. Geringere Oberflächenspannung, bessere Dispersion
Barium reduziert die Oberflächenspannung von geschmolzenem Eisen, wodurch sich die Impfmittelpartikel gleichmäßiger in der Schmelze verteilen. Das Ergebnis: mehr gleichmäßig verteilte Kristallisationskeime, wodurch die Neigung zu lokaler Kaltverfestigung oder Graphitrosetten vom Typ B verringert wird.
Fade-Resistenz: Der entscheidende Vorteil
Der wichtigste operative Vorteil von Bariumimpfstoffen ist verlängerte FarbbeständigkeitDie Abnahme der Kristallisationskeime im Laufe der Zeit ist auf Auflösung, Agglomeration und Oxidation zurückzuführen. Vergleichsdaten zeigen:
| Impfstofftyp | anfängliche Kältereduktion | Kühltiefe nach 5 Minuten | Kältetiefe nach 10 Minuten | Kühltiefe nach 15 Minuten |
|---|---|---|---|---|
| Standard FeSi (75%) | Exzellent | Mäßiger Anstieg | Starker Anstieg | Impfung verloren |
| FeSiBa (Ba 1-2%) | Vorgesetzter | Minimale Steigerung | Mäßiger Anstieg | Immer noch wirksam |
| FeSiBa (Ba 2-4%) | Vorgesetzter | Nahezu unverändert | Minimale Steigerung | Guter Schutz |
| FeSiBa (Ba 4-6%) | Außergewöhnlich | Keine messbare Veränderung | Leichter Anstieg | Erheblicher Schutz bleibt bestehen |
Praktische Auswirkungen: Bei Standard-FeSi muss der Gießvorgang innerhalb von 5–8 Minuten nach der Impfung abgeschlossen sein. Bei FeSiBa (2–4 % Ba) haben Gießereien 15–20 Minuten lichtbeständiges FensterDadurch werden größere Gießpfannen, mehrere Formgüsse und eine flexiblere Produktionsplanung ermöglicht.
Kälteeliminierung in dünnen Scheiben
Dünnwandige Gussteile (3–8 mm Wandstärke) sind besonders anfällig für Kaltverformung – harte, spröde Eisenkarbide, die die Bearbeitbarkeit beeinträchtigen. Barium-Impfmittel eignen sich aus drei Gründen hervorragend zur Kaltverformungskontrolle:
- Höhere Keimbildungsdichte: Eine höhere Anzahl an Graphitstellen pro Volumeneinheit bedeutet, dass Graphit auch unter Bedingungen schneller Abkühlung ausfallen kann.
- Geringerer Unterkühlungsbedarf: Bariumverbindungen katalysieren die Graphitfällung bei höheren Temperaturen (geringere Unterkühlung erforderlich) und verhindern so den Temperaturabfall, der zur Karbidbildung führt.
- Synergie mit Schwefel: Bei Eisen mit 0,06–0,10 % S ist die BaS-Bildung besonders vorteilhaft für die Kühlkontrolle in Dünnschnitten.
Die Daten der Gießerei zeigen durchweg, dass 40–60% Reduzierung der Kühltiefe Beim Wechsel von FeSi zu FeSiBa (2-4% Ba) bei dünnwandigen Graugussteilen kann häufig auf abschnittsspezifische Kühlkörper verzichtet werden, die zuvor erforderlich waren.
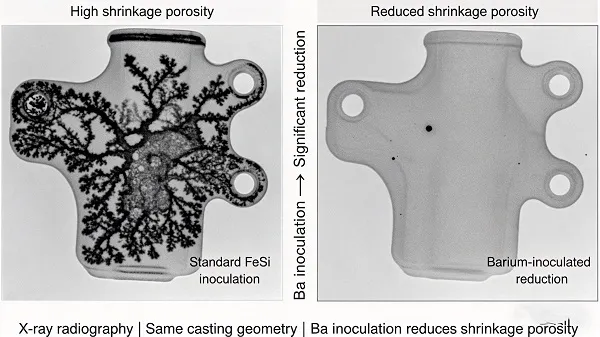
Schrumpfungsreduzierung durch Graphitexpansion
Schwindungsporosität in Grauguss entsteht, wenn die Kontraktion der Schmelze die kompensierende Ausdehnung durch Graphitausfällung übersteigt. Barium-Impfmittel verbessern die Schwindungsbeständigkeit durch:
- Verzögerte Graphitausfällung: Barium verschiebt den Beginn der Graphitausdehnung in einen späteren Zeitpunkt der Erstarrungssequenz, wenn bereits eine stärkere Kontraktion der flüssigen Phase stattgefunden hat – das bedeutet, dass mehr Ausdehnung zur Verfügung steht, um die Schrumpfung zu kompensieren.
- Erhöhtes Expansionsvolumen: Eine höhere Graphitkeimbildungsdichte führt zu einem größeren Gesamtgraphitvolumen und damit zu einer verstärkten Expansion.
- Engerer Erstarrungsbereich: Barium fördert eine stärkere eutektische Erstarrung und verringert so die breiige Zone, in der die Schwindung am problematischsten ist.
Gießereien berichten über Vorher/Nachher-Vergleiche 20–40% Reduzierung der Anforderungen an die Steigleitungsgröße beim Wechsel von FeSi zu FeSiBa, verbunden mit einer signifikanten Reduzierung der internen Schrumpfungsausschussraten.
Auswahl des richtigen Bariumgehalts: 1-2 %, 2-4 % oder 4-6 % Ba
Bright Alloys bietet FeSiBa-Impfmittel mit drei Barium-Konzentrationen an, die jeweils für spezifische Anwendungen optimiert sind:
| Grad | Bariumgehalt | Beste Anwendungen | Wichtigste Vorteile |
|---|---|---|---|
| FeSiBa 1-2% | 1,0–2,0 % Ba | Allgemeines Grauguss, mittlere Wandstärke (8–20 mm), kürzere Haltezeiten | Gute Farbbeständigkeit (10–12 min), moderate Kältekontrolle, kostengünstiges Upgrade von FeSi |
| FeSiBa 2-4% | 2,0–4,0 % Ba | Dünnwandige Gussteile (4–10 mm), verlängerte Gießvorgänge, schwindanfällige Konstruktionen, dickwandige Gussteile mit langen Erstarrungszeiten | Ausgezeichnete Farbbeständigkeit (15–20 Min.), hervorragende Kälteisolierung, deutliche Reduzierung des Einlaufens — beliebteste Note |
| FeSiBa 4-6% | 4,0–6,0 % Ba | Extrem dünne Wände (3–6 mm), sehr lange Haltezeiten (über 20 Minuten), komplexe Gussteile mit variabler Wandstärke, hohe Qualitätsstandards | Maximale Farbbeständigkeit (20–25 Min.), hervorragende Kältekontrolle, Premium-Leistung für kritische Anwendungen |
Zu beachten ist, dass höhere Bariumkonzentrationen etwas höhere Zugaberaten erfordern, um einen gleichwertigen Siliziumbeitrag zu erzielen. Die spezifischen Vorteile von Barium rechtfertigen jedoch die Mehrkosten für anspruchsvolle Anwendungen.
Anwendungsrichtlinien: Kelle, Strahl und Schimmelpilzimpfung
FeSiBa-Impfmittel sind vielseitig und bei allen Impfmethoden wirksam:
Kellenimpfung
Geben Sie beim Abstich 0,2–0,4 % FeSiBa in die Gießpfanne. Die hohe Beständigkeit des Bariums gegen Farbverluste gewährleistet die Wirksamkeit auch bei moderaten Haltezeiten. Verwenden Sie für große Gießpfannen (> 500 kg) den höheren Wert.
Stream (Spät-)Impfung — Bevorzugte Methode
Beim Gießen werden dem Metallstrom 0,1–0,2 % FeSiBa zugesetzt. Dieses Verfahren maximiert die Bariumeffizienz, minimiert den Bariumverlust und ermöglicht geringere Zugabemengen. Für dünnwandige Gussteile (< 6 mm) wird ein Anteil von 0,15–0,25 % angestrebt.
Schimmelpilzimpfung (im Schimmelpilz)
Geben Sie 0,05–0,15 % FeSiBa (als feines Granulat oder vorgeformte Blöcke) in das Gießsystem. Kein Ausbleichen, geringste Zugabemengen, ideal für automatisierte Hochleistungslinien. Die Stabilität des Bariums gewährleistet eine gleichmäßige Auflösung auch bei variablen Gießgeschwindigkeiten.
Anwendungsbeispiel: Dünnwandiges Pumpengehäuse
Eine Gießerei, die Pumpengehäuse aus Grauguss mit 5 mm Wandstärke herstellte, hatte mit 18 % Ausschuss aufgrund von Erstarrungsfehlern zu kämpfen. Trotz Standard-FeSi-Gießpfannenimpfung (0,35 % Zugabe) wurde weiterhin Graphit vom Typ D in kritischen Bereichen beobachtet. Nach der Umstellung auf FeSiBa (2-4% Ba) mit Bachimpfung bei 0,18%Die Ergebnisse waren dramatisch:
- Die Kühltiefe wurde von 0,8 mm auf 0,1 mm reduziert (praktisch eliminiert).
- Durchgängiger Graphit vom Typ A in allen Wandabschnitten
- Die Ablehnungsquote sank von 18 % auf 3 %.
- Die Gesamtkosten für das Impfstoffmittel sanken um 12 % (die niedrigere Zugaberate glich die höheren Stückkosten aus).
- Erhöhte Flexibilität beim Gießvorgang – kein Qualitätsverlust beim Gießen der letzten Formen mit einer Schöpfkelle.
Die Gießerei stellte daraufhin ihre gesamte Graugussproduktion auf FeSiBa-Impfmittel um, wodurch allein durch die Reduzierung des Ausschusses jährliche Einsparungen von über 150.000 US-Dollar erzielt wurden.
Qualitätskontrolle: Überprüfung der Wirksamkeit der Bariumimpfung
Um eine gleichbleibende Leistung der FeSiBa-Impfmittel zu gewährleisten, führen Sie die folgenden Überprüfungsschritte durch:
- Thermische Analyse: Ziel-Rekaleszenz-Unterkühlung (ΔT) < 3°C für mit Barium geimpftes Grauguss (gegenüber < 5°C für FeSi)
- Kältekeiltest: Keilgussteile regelmäßig schneiden und die Abschrecktiefe messen – diese sollte bei korrekter FeSiBa-Verfahrenstechnik nahe Null liegen.
- Mikrostrukturuntersuchung: Prüfen Sie, ob es sich um Graphit vom Typ A mit gleichmäßiger Verteilung handelt; die Anzahl der Knötchen sollte bei ordnungsgemäß beimpftem Grauguss 200–400/mm² betragen.
- Schwefelgehalt prüfen: Barium erzielt die besten Ergebnisse mit 0,06–0,10 % S im Basiseisen; bei sehr schwefelarmen Eisensorten kann eine Schwefelzugabe zur Aktivierung der Bariumverbindungen erforderlich sein.
Für Graugussgießereien, die ihre Qualität steigern, Ausschuss reduzieren und ihre Produktion flexibler gestalten möchten, bieten bariumhaltige Impfmittel einen bewährten Weg. Die überlegene Keimbildungsstärke, die verlängerte Beständigkeit gegen Farbveränderungen (15–20 Minuten gegenüber 5–8 Minuten bei Standard-FeSi) und die hervorragende Kühlkontrolle in dünnen Wandstärken machen FeSiBa zur optimalen Wahl für anspruchsvolle Graugussanwendungen. Bright Alloys liefert FeSiBa-Impfmittel in den Bariumgehalten 1-2 %, 2-4 % und 4-6 %, mit individueller Dimensionierung für die Beimpfung von Gießpfannen, Strömen oder Formen – unterstützt durch metallurgische Expertise zur Optimierung Ihrer Gießereiprozesse.