
Die Impfung ist wohl das wirksamste, aber gleichzeitig am meisten unterschätzte Werkzeug in der Gusseisengießerei. Eine fachgerecht geimpfte Schmelze verwandelt sprödes, karbidanfälliges Eisen in ein bearbeitbares, festes und zuverlässiges Gussteil mit kontrollierter Graphitmorphologie. Eine mangelhafte oder gar fehlende Impfung führt zu Kaltverformung, Schwindung, ungleichmäßiger Härte und Bearbeitungsschwierigkeiten, was die Kosten und den Ausschuss erhöht.
Dieser umfassende Leitfaden beleuchtet die Wissenschaft und Praxis der modernen Gusseisenimpfung. Sie erfahren, wie die Impfung funktioniert, welche Impfmittel für bestimmte Anwendungen am besten geeignet sind und wie Sie Techniken anwenden, die Kaltverformung verhindern, Schwindung reduzieren und in jedem Gussstück gleichbleibenden Graphit vom Typ A gewährleisten.
Die Grundlagen: Was ist Impfung und warum ist sie wichtig?
Die Impfung ist die Zugabe geringer Mengen an Materialien (typischerweise siliziumbasierte Ferrolegierungen mit aktiven Elementen wie Kalzium, Barium, Strontium oder Seltenerden) zu flüssigem Gusseisen unmittelbar vor dem Gießen. Die Hauptziele sind:
- Erhöhung der Graphitbildungsstellen — Herstellung von mehr, kleineren Graphitpartikeln für verbesserte mechanische Eigenschaften
- Karbidbildung (Erstarrung) verhindern — Beseitigung harter, spröder Eisencarbid-Ablagerungen in dünnen Schichten
- Graphitmorphologie kontrollieren — Förderung von Graphit Typ A (gleichmäßige Lamellenstruktur) in Grauguss oder hoher Kugelgraphitbildung in duktilem Gusseisen
- Abschnittsempfindlichkeit reduzieren — Minimierung der Eigenschaftsabweichungen zwischen dicken und dünnen Gussabschnitten
- Verringerung der Schrumpfungsporosität — durch Ausfällung von expandiertem Graphit während der Erstarrung
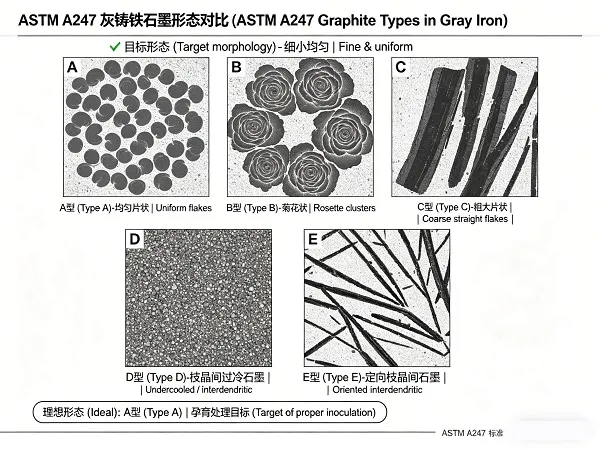
Graphitmorphologie verstehen: Typen A bis E
Die Graphitmorphologie in Gusseisen bestimmt direkt die mechanischen Eigenschaften, die Bearbeitbarkeit und die Leistungsfähigkeit. Die Norm ASTM A247 klassifiziert Lamellengraphittypen:
| Graphit-Typ | Beschreibung | Typische Ursache | Auswirkung auf Eigenschaften |
|---|---|---|---|
| Typ A | Gleichmäßig verteilte, zufällig ausgerichtete Flocken | Richtige Impfung, kontrollierte Kühlung | Hervorragende Bearbeitbarkeit, gleichbleibende Festigkeit, gewünschte Struktur |
| Typ B | Rosettenartige Cluster mit feinem Graphit im Zentrum | Mäßige Unterimpfung | Verminderte Zugfestigkeit, variable Härte |
| Typ C | Kish-Graphit (große, grobe Flocken) | übermäßig hoher Kohlenstoffäquivalent | Schlechte mechanische Eigenschaften, unberechenbar |
| Typ D | Unterkühlter, feiner, gerichteter Graphit | Schwere Unterimpfung, rasche Abkühlung | Hart, schwer zu bearbeiten, spröde |
| Typ E | Interdendritischer, gerichteter Graphit | Geringe Impfrate, mäßige Unterkühlung | Verringerte Festigkeit, richtungsabhängige Eigenschaftsvariation |
Graphit Typ A ist das Ziel für die meisten Anwendungen mit Grauguss. Um Typ A konstant zu erreichen, ist Folgendes erforderlich: richtige Auswahl des Impfstoffs, korrekte Zugabemengen und effektive späte Impfpraktiken.
Der Mechanismus: Wie die Impfung funktioniert
Die Impfung funktioniert durch die Zufuhr heterogener Keimbildungssubstrate für die Graphitfällung. Die wirksamsten Keimbildner sind hochschmelzende Verbindungen – typischerweise Oxide, Sulfide, Carbide und Nitride Sie bestehen aus Kalzium, Barium, Strontium, Aluminium und Seltenerdelementen. Wenn sich diese Partikel in der Schmelze verteilen, bilden sie energiearme Grenzflächen, an denen sich Graphit während der Erstarrung ausscheiden kann.
Ohne Impfung bildet sich Graphit an weniger Stellen, was zu groben, ungleichmäßigen Flocken (Typen B/D/E) oder massiven Karbiden (Erstarrungskristallen) führt. Verblassungseffekt — der allmähliche Verlust von Keimbildungsstellen im Laufe der Zeit — bedeutet, dass die Impfung so nah wie möglich am Gießvorgang erfolgen muss, typischerweise innerhalb von 5–10 Minuten nach dem Befüllen der Form.
Arten von Impfstoffen: Das richtige Werkzeug für die jeweilige Aufgabe auswählen
Moderne Impfstoffe sind weitaus komplexer als einfaches Ferrosilicium. Jeder Typ bietet spezifische Vorteile für unterschiedliche Anwendungen:
Standard-Ferrosilicium (FeSi)-Impfmittel
Zusammensetzung: 74–75 % Si, Rest Fe, Spuren Al, Ca
Ideal für: Allgemeines Grauguss, weniger anspruchsvolle Anwendungen, kostengünstige Gießereien
Einschränkungen: Schnelles Ausbleichen, begrenzte Kältekontrolle in dünnen Abschnitten
Ferrosilicium-Barium (FeSiBa) Impfmittel
Zusammensetzung: 70–75 % Si, 1–6 % Ba, 0,5–2 % Al, 0,5–2 % Ca
Ideal für: Grauguss mit dicken Querschnitten, verlängerte Haltezeiten, Reduzierung des Schwindens
Vorteile: Ausgezeichnete Lichtechtheit (bis zu 15–20 Minuten), wirksame Kälteisolierung, reduzierte Schrumpfungsporosität. Barium fördert eine stabile Keimbildung und expandierte Graphitausfällung die die Erstarrungsschrumpfung verursacht. Erhältlich in folgenden Qualitäten: Ba 1-2%, Ba 2-4%, Und Ba 4-6% für steigende Leistungsanforderungen.
Ferrosilicium-Calcium (FeSiCa)-Impfmittel
Zusammensetzung: 70–75 % Si, 0,5–3 % Ca, 0,5–2 % Al
Ideal für: Sphäroguss nach der Impfung, Grauguss mit Kälteproblemen
Vorteile: Wirksame Kältemittelbeseitigung, starke Keimbildung, gut geeignet für Dünnwandgussteile. Kalzium wirkt zudem als Entschwefelungsmittel.
Ferrosilicium-Strontium (FeSiSr) Impfmittel
Zusammensetzung: 73–77 % Si, 0,6–1,2 % Sr, niedriger Al- und Ca-Gehalt
Ideal für: Grauguss, der nur minimale Impfung erfordert (niedrige Zugabemengen), dünnwandige Gussteile
Vorteile: Sehr geringe Neigung zur Bildung von Poren, ausgezeichnete Kältekontrolle bei geringen Zugabemengen (0,05–0,15 %). Strontium ist besonders wirksam bei dünnwandigen Graugussplatten (3–6 mm Querschnitte).
Seltene Erden (SE) enthaltende Impfstoffe
Zusammensetzung: FeSi-Basis mit 1–3 % Seltenerdmetallen (Ce, La)
Ideal für: Verbesserung der Kugelgraphitstruktur, duktiles Gusseisen mit dickem Querschnitt
Vorteile: Verbessert die Anzahl der Knötchen, reduziert die Karbidbildung in dicken Abschnitten und erhöht die Knötchenbildung, wenn die Magnesiumbehandlung grenzwertig ist.
Impftechniken: Schöpfkelle, Strahl und Form
Die Art und Weise der Zugabe des Impfmittels ist genauso wichtig wie die Art der Zugabe. Es gibt drei Haupttechniken, jede mit spezifischen Vorteilen:
Beimpfung mit der Schöpfkelle (traditionell)
Das Impfmittel wird vor oder während des Anzapfens in die Behandlungskelle gegeben. Vorteile: Einfach, erfordert keine spezielle Ausrüstung. Nachteile: Deutliches Ausbleichen vor dem Gießen; erfordert typischerweise höhere Zugabemengen (0,3–0,6 % des Schmelzgewichts). Am besten geeignet für große Gussteile mit kurzen Gießzeiten.
Bachimpfung (späte Impfung)
Das Impfmittel wird dem flüssigen Metallstrom beim Gießen aus der Gießpfanne in die Form zugesetzt. Vorteile: Minimiert das Ausbleichen, ermöglicht niedrigere Zugaberaten (0,1–0,3 %), sorgt für eine gleichmäßigere Mikrostruktur. Benötigte Ausrüstung: Volumetrische Dosierung oder manuelle Zugabe. Dies ist die bevorzugte Methode für die meisten Anwendungen mit Grauguss und duktilem Gusseisen.
Schimmelpilzimpfung (im Schimmelpilz)
Das Impfmittel (oft als vorgeformter Block oder Pulver) wird direkt in das Gießsystem eingebracht. Vorteile: Kein Verblassen, niedrigste Additionsraten (0,05–0,15 %), präzise Platzierung. Nachteile: Erfordert Formmodifikation, Risiko unvollständiger Auflösung. Ideal für automatisierte Gießereien mit hoher Produktionskapazität.

Kälte bekämpfen: Praktische Strategien
Kaltverkrustung – die Bildung harter Eisencarbidkristalle (Zementit) anstelle von Graphit – ist der häufigste durch Impfung verursachte Defekt. Kaltverkrustung tritt auf, wenn die Abkühlgeschwindigkeit die Fähigkeit der Schmelze zur Graphitbildung übersteigt, typischerweise in dünnen Bereichen oder Ecken. Strategien zur Vermeidung von Kaltverkrustung:
- Erhöhung des Impfniveaus: Für Grauguss beträgt die empfohlene Impfmittelzugabe 0,2–0,4 % bei der Beimpfung mit der Gießpfanne und 0,1–0,2 % bei der Beimpfung mit dem Bach. Dünne Schnitte (< 5 mm) können bis zu 0,5 % erfordern.
- Wechseln Sie zu einem stärkeren Impfstoff: Wenn die Kältebehandlung mit herkömmlichem FeSi nicht erfolgreich ist, sollte man auf FeSiBa (2-4% Ba) oder FeSiSr umsteigen.
- Späte Impfung anwenden: Die Beimpfung mittels Dampfstrahl oder direkt in der Form reduziert die Kälteentwicklung im Vergleich zur reinen Gießpfannenimpfung deutlich.
- Kontroll-Kohlenstoffäquivalent: Der CE-Wert für Grauguss sollte zwischen 3,9 und 4,1 % liegen. Ein niedrigerer CE-Wert erhöht die Abkühlungstendenz.
- Reduzierung von Titan und Chrom: Diese karbidfördernden Elemente sollten in den Einsatzmaterialien minimiert werden.
Reduzierung der Schrumpfung durch Impfung
Schwindungsporosität ist ein bedeutender Defekt sowohl bei Grauguss als auch bei duktilem Gusseisen. Die Impfung hilft, indem sie die Bildung von Schwindungsporosität fördert. expandierte Graphitausfällung Während der eutektischen Erstarrung kann die Volumenausdehnung durch Graphitbildung (ca. 2–3 % Längenausdehnung) die Erstarrungsschrumpfung verstärken und so den Bedarf an großen Steigleitungen verringern oder sogar eliminieren. Bariumhaltige Impfmittel sind besonders wirksam zur Schrumpfungskontrolle, da sie:
- Die Graphitausfällung bis zu einem späteren Zeitpunkt der Erstarrung verzögern
- Erhöhen Sie das Volumen des expandierten Graphits, das die Schrumpfung speist.
- Verringern Sie den Temperaturbereich der eutektischen Erstarrung
Gießereien, die von FeSi auf FeSiBa (2-4% Ba) umstellen, berichten typischerweise von einem 30–50% Reduzierung der Anforderungen an die Steigleitungsgröße und deutlich niedrigere Ausschussquoten aufgrund von Schrumpfung.
Spezifische Merkmale von duktilem Gusseisen: Nodularität und Nodulenanzahl
Sphäroguss muss nach der Magnesiumbehandlung geimpft werden, um die Graphitbildungsstellen wiederherzustellen (Magnesium verringert das Keimbildungspotenzial). Übliche Vorgehensweise:
- Vor der Impfung: Vor der Magnesiumbehandlung FeSi oder FeSiCa (0,2–0,4 %) in die Gießpfanne geben.
- Nach der Impfung: Zugabe von FeSiCa oder FeSiBa (0,1–0,3 %) entweder direkt im Gießverfahren oder durch Gießen.
- Zielanzahl an Knoten: 150–300 Knötchen/mm² für die meisten Anwendungen, höher für dünnwandiges duktiles Gusseisen
- Zielknotenstruktur: >85 % für Standardqualitäten, >90 % für Premium-Anwendungen
Bei dickwandigem duktilem Gusseisen (Wandstärke > 100 mm) tragen Seltenerd-haltige Impfmittel dazu bei, die Nodularität durch langsamere Erstarrung zu erhalten.
Qualitätskontrolle: Thermische Analyse und Mikrostrukturprüfung
Eine gleichmäßige Impfung erfordert kontinuierliche Überprüfung. Wichtige Instrumente der Qualitätskontrolle:
- Thermische Analyse: Gemessen wird die Rekaleszenz (der Temperaturanstieg während der Graphitfällung). Eine geringere Rekaleszenz deutet auf eine bessere Impfung hin. Zielunterkühlung (ΔT) < 5 °C für Grauguss.
- Kältetest (Keiltest): Ein Standard-Keilgussteil wird aufgeschnitten und auf Abschrecktiefe untersucht. Dieser schnelle Test direkt in der Werkstatt bestätigt die Wirksamkeit der Impfung.
- Mikrostrukturuntersuchung: Regelmäßige Überprüfung der Graphitsorte (ASTM A247) und der Nodularität (ASTM E2567).
- Härteprüfung: Eine gleichmäßige Härte über alle Abschnitte hinweg deutet auf eine gute Beimpfung und Kontrolle der Abschnittsempfindlichkeit hin.
Fallbeispiel: Dünnwandiges Graugussbauteil
Ein Pumpenhersteller, der ein komplexes Graugussbauteil mit 4 mm Wandstärke goss, verzeichnete aufgrund von Kaltverfestigung und harten Stellen einen Ausschuss von 25 %. Trotz Standard-FeSi-Gießpfannenimpfung (0,4 % Zugabe) wurde in Dünnschnitten weiterhin Graphit vom Typ D/E beobachtet. Die Lösung: Umstellung auf FeSiSr-Impfmittel mit Bachimpfung bei einer Zugabe von 0,15 %. Ergebnisse:
- Vollständige Beseitigung der Kälte in dünnen Abschnitten
- Durchgehend verwendeter Graphit vom Typ A im gesamten Guss
- 40 % Reduzierung des Impfstoffverbrauchs (0,15 % gegenüber 0,4 %)
- Die Ablehnungsquote sank von 25 % auf 4 %.
- Die Standzeit der Bearbeitungswerkzeuge wurde um das Dreifache erhöht.
Dieser Fall verdeutlicht, dass das teuerste Impfstoffmittel oft das falsche ist – das richtiges Impfstoff am richtigen Zugabepunkt bietet überlegene Qualität zu geringeren Kosten.
Empfehlungen nach Anwendung
Basierend auf umfangreicher Gießereierfahrung sind hier praktische Ausgangspunkte:
| Anwendung | Empfohlenes Impfstoff | Additionsmethode | Typische Hinzufügungsrate |
|---|---|---|---|
| Allgemeines Grauguss (schwere Profile) | FeSiBa (Ba 1-2%) | Schöpfkelle oder Strahl | 0,2–0,4 % |
| Dünnwandiges Grauguss (< 6 mm) | FeSiSr oder FeSiBa (Ba 2-4%) | Strom oder Schimmel | 0,1–0,2 % |
| Sphäroguss (Standard) | FeSiCa + Nachimpfung | Schöpfkelle + Strahl | 0,3–0,5 % insgesamt |
| Sphäroguss (schweres Profil) | FeSi + RE Impfmittel | Schöpfkelle + Form | 0,4–0,6 % insgesamt |
| Kompaktiertes Graphiteisen (CGI) | FeSi mit Ti + Ba | Strom | 0,2–0,3 % |
Die Beherrschung der Impfung revolutioniert die Gusseisengießerei: von unvorhersehbar zu zuverlässig, von hohem Ausschuss zu hoher Ausbeute, von Bearbeitungsproblemen zu zufriedenen Kunden. Durch das Verständnis der Graphitmorphologie, die Auswahl des geeigneten Impfmittels (FeSi, FeSiBa, FeSiCa, FeSiSr oder Seltenerdmetalle) und die Anwendung von Spätimpfungstechniken können Gießereien Kaltverformung vermeiden, Schwindung reduzieren und die für hochwertiges Gusseisen charakteristische Graphitstruktur vom Typ A erreichen. Bright Alloys bietet ein umfassendes Sortiment an Ferrosilicium-Impfmitteleinschließlich Standard-FeSi, FeSiBa (1-6% Ba), FeSiCa-, FeSiSr- und Seltenerd-Sorten, unterstützt durch metallurgische Expertise zur Optimierung Ihrer Impfpraxis.