Gussfehler verursachen Gießereien jährlich Kosten in Millionenhöhe durch Ausschuss, Nacharbeit und Kundenretouren. Viele Fehler weisen jedoch ähnliche Erscheinungsbilder auf – Porosität kann Schwindung vortäuschen, und Einschlüsse können mit Gasblasen verwechselt werden. Eine effektive Fehlersuche erfordert ein systematisches Vorgehen: Den Defekt visuell identifizieren, seine Ursache ermitteln und dann gezielte Korrekturmaßnahmen einleiten..
Dieser praktische Leitfaden konzentriert sich auf die drei häufigsten Fehlerfamilien – Porosität, Schrumpfung und Einschlüsse — Bereitstellung visueller Merkmale, Ursachenanalyse und bewährter Korrekturmaßnahmen für Eisen- und Stahlgussteile.
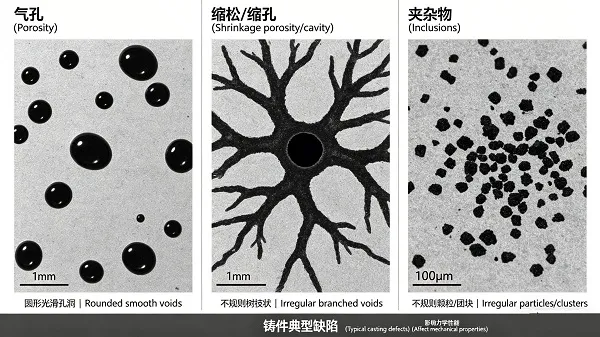
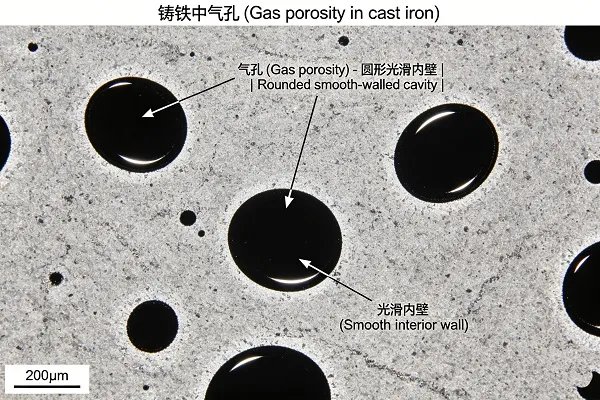
Defektfamilie Nr. 1: Porosität (gasbedingt)
Porosität bezeichnet Hohlräume, die durch Gasentwicklung während der Erstarrung entstehen. Gase (Wasserstoff, Stickstoff, Kohlenmonoxid, Wasserdampf) werden beim Erstarren des Metalls weniger löslich und bilden Blasen, die eingeschlossen werden.
Visuelle Identifizierung
- Aussehen: Glattwandige, abgerundete oder kugelförmige Hohlräume
- Oberfläche: Oft glänzende oder leicht oxidierte Innenflächen
- Verteilung: Üblicherweise über das gesamte Gussstück verstreut oder in Hotspots konzentriert
- Größe: Die Größe kann von mikroskopisch kleinen Löchern bis hin zu großen, sichtbaren Hohlräumen reichen.
Häufige Ursachen
| Gasart | Quelle | Typisches Erscheinungsbild | Primäre Korrekturmaßnahme |
|---|---|---|---|
| Wasserstoff (H₂) | Feuchte Einsatzstoffe, Feuchtigkeit in feuerfesten Materialien, ölverschmutzter Schrott, feuchte Umgebung | Feine Nadellöcher im gesamten Abschnitt | Trockene Einsatzstoffe, Ofen vorheizen, Feuchtigkeitsregulierung |
| Stickstoff (N₂) | Überschüssige nitrierte Ferrolegierungen, Lufteintrag, hoher Stickstoffgehalt im Koks | Kleine, runde Nadellöcher, oft in Gruppen | Reduzierung stickstoffhaltiger Legierungen, Verbesserung der Schmelzabdeckung, Verwendung von Aufkohlungsmitteln mit niedrigem Stickstoffgehalt |
| Kohlenmonoxid (CO) | Unvollständige Desoxidation (Stahl), hoher Sauerstoffgehalt, Reaktion zwischen Kohlenstoff und Sauerstoff | Unterirdische Blaslöcher, oft länglich | Desoxidationsverfahren verbessern, starke Desoxidationsmittel (Al, SiCa) hinzufügen, Sauerstoffaktivität kontrollieren |
Zusammenfassung der Korrekturmaßnahmen
- Für Wasserstoffporosität: Alle Einsatzstoffe trocknen, Gießpfannen und Werkzeuge vorwärmen, organische Verunreinigungen vermeiden, bei Stahl mit Inertgas (Ar oder N₂) spülen.
- Für Stickstoffporosität (Grauguss/Sphäroguss): Reduzieren Sie den Einsatz stickstoffhaltiger Aufkohlungsmittel, wechseln Sie zu Kohlenstoffanreicherungsmitteln mit niedrigem Stickstoffgehalt und vermeiden Sie Ferrolegierungen mit hohem Stickstoffgehalt.
- Für die CO-Porosität (Stahl): Für eine gründliche Desoxidation sorgen – ausreichende Zugabe von Aluminium oder SiMn, Überprüfung mit einem Sauerstoffsensor, gegebenenfalls Kalziumbehandlung in Betracht ziehen.
- Allgemeine Gasporosität: Verbesserung der Schmelzeabdeckung, um Luftkontakt zu verhindern, Kontrolle der Gießtemperatur (Vermeidung übermäßiger Überhitzung), Sicherstellung einer geeigneten Angussgestaltung für einen reibungslosen Metallfluss.
Defektfamilie Nr. 2: Schrumpfung (Erstarrungskontraktion)
Schwindungsfehler entstehen, wenn sich flüssiges Metall während der Erstarrung zusammenzieht und nicht genügend Zufuhrmaterial zur Verfügung steht, um dies auszugleichen. Im Gegensatz zu Porosität weisen Schwindungshohlräume unregelmäßige, gezackte Oberflächen mit freiliegenden Dendriten auf.
Visuelle Identifizierung
- Aussehen: Unregelmäßige, eckige oder verzweigte Hohlräume
- Oberfläche: Raues, dendritisches, kristallines Aussehen (nicht glatt)
- Verteilung: Konzentriert in Bereichen, die zuletzt erstarren – schwere Abschnitte, unterhalb von Steigleitungen, in thermischen Zentren
- Typen: Offene Schwindung (sichtbar an der Gussoberfläche) und Mikroschwindung (intern, nachweisbar durch Radiographie oder Bearbeitung)

Häufige Ursachen
- Unzureichende Steigleitung: Die Steigrohre sind zu klein, falsch platziert oder frieren vor Abschluss der Fütterung ab.
- Schlechte gerichtete Erstarrung: Hotspots von den Zufuhrwegen isoliert, kein Temperaturgradient zu den Steigleitungen
- Niedrige Impfung (Gusseisen): Eine unzureichende Graphitausdehnung verringert die Selbstzufuhrkapazität
- Übermäßige Überhitzung: Höhere Gießtemperaturen erhöhen das Gesamtschrumpfungsvolumen.
- Falsche Legierungszusammensetzung: zu niedriger Kohlenstoffäquivalentgehalt (Grauguss) oder übermäßiger Gehalt an karbidbildenden Elementen
Zusammenfassung der Korrekturmaßnahmen
- Riser-Design: Vergrößern Sie die Steigleitungsgröße, fügen Sie Isolierhülsen oder exotherme Materialien hinzu, positionieren Sie die Steigleitungen neu, um schwere Abschnitte zu speisen.
- Modifikation der Schaltung: Durch den Einsatz von Kühlvorrichtungen wird eine gerichtete Erstarrung gefördert, Dosierhilfen werden hinzugefügt und die Konstruktion wird überarbeitet, um isolierte Hotspots zu vermeiden.
- Impfung (graues/duktiles Eisen): Um die Graphitexpansionszufuhr zu verbessern, kann die Impfmenge erhöht oder auf ein bariumhaltiges Impfmittel (FeSiBa) umgestellt werden. Ba-Konzentrationen von 2–4 % sind besonders wirksam zur Reduzierung der Schrumpfung.
- Gießtemperatur: Die Überhitzung im Gießbereich auf ein minimales praktikables Niveau reduzieren.
- Anpassung der Zusammensetzung: Bei Grauguss sollte der Kohlenstoffgehalt auf 3,9–4,1 % erhöht werden; bei Sphäroguss ist auf einen angemessenen Magnesiumgehalt und Kohlenstoffgehalt zu achten.
Fehlerfamilie Nr. 3: Einschlüsse (Sand, Schlacke, Krätze)
Bei Einschlüssen handelt es sich um Fremdmaterialien, die im Gussteil eingeschlossen sind – Sand aus der Formerosion, Schlacke aus der Schmelzhandhabung oder Schlacke (Oxide) aus Oberflächenreaktionen.
Visuelle Identifizierung
- Sandeinschlüsse: Körnige, helle Partikel (braun, grau oder weiß), die sich oft in der Nähe von Oberflächen oder in Ecken ansammeln.
- Schlackeneinschlüsse: Glasartige, unregelmäßige, dunkle oder helle Massen, oft mit abgerundeten Kanten, meist nahe der Oberseite des Gussstücks.
- Schlacke-/Oxid-Einschlüsse: Dünne, filmartige, faltige Oberflächenschichten (oft dunkel oder metallisch) oder innen gefaltete Filme

Häufige Ursachen
| Einschlussart | Quelle | Primäre Korrekturmaßnahme |
|---|---|---|
| Sandeinschlüsse | Form-/Kernerosion durch turbulente Metallströmung, geringe Formfestigkeit, unsachgemäßes Stampfen, hohe Gießtemperatur | Turbulenzen reduzieren (Angussgestaltung), Formhärte erhöhen, niedrigere Gießtemperatur verwenden, Formbeschichtungen auftragen |
| Schlackeneinschlüsse | Unzureichendes Schlackenabschöpfen, ungenügende Schlackenbedeckung in der Gießpfanne, Reoxidation, Gießpfannenmitführung, unzureichende Schlackenrückhaltung im Gießkanal | Verbessern Sie die Abschöpfungspraxis, verwenden Sie schlackereduzierende Pfannendeckel, installieren Sie Schlackenfallen im Gießsystem und verwenden Sie Keramikschaumfilter. |
| Schlacke-/Oxid-Einschlüsse | Schmelzeexposition gegenüber Luft, unzureichende Desoxidation (Stahl), geringe Impfung (Eisen), turbulente Füllung, die Oberflächenfilme aufbricht | Verbesserung der Schmelzeabdeckung, Zugabe starker Desoxidationsmittel (Al, Kalzium-Silizium-Legierung für Stahl; FeSi für Eisen), Verwendung von Dampfimpfung, Reduzierung der Gießturbulenzen |
Zusammenfassung der Korrekturmaßnahmen
- Sandeinschlüsse: Optimieren Sie die Angussführung für eine turbulente Füllung (vermeiden Sie freien Fall, verwenden Sie konische Angusskanäle), erhöhen Sie die Formhärte, tragen Sie eine Wasch- oder Beschichtungsschicht auf, reduzieren Sie nach Möglichkeit die Gießtemperatur.
- Schlackeneinschlüsse: Verwenden Sie Keramikschaumfilter im Gießsystem (10–30 ppi), konstruieren Sie Schlackenfallen (Gießrohrverlängerung, Wirbelfallen), verbessern Sie die Pfannenabschöpfung, verwenden Sie Schlackenkoagulanzien.
- Schlacke (Eisenguss): Erhöhte Impfmenge (insbesondere mit FeSiCa oder FeSiBa), verbesserte Schmelzabdeckung, reduzierte Gießtemperatur, Verwendung von Dampfimpfung zur Verhinderung der Reoxidation.
- Schlacke (Stahlguss): Für vollständige Desoxidation sorgen (Al- oder SiMn + Ca-Behandlung), unter Schutzgasatmosphäre gießen, exotherme/heiße Topping-Verbindungen verwenden.
Schnelle visuelle Referenztabelle
Nutzen Sie diese Kurzübersichtstabelle, um die verschiedenen Fehlertypen in der Fertigung zu unterscheiden:
| Merkmal | Gasporosität | Schwindung | Einschluss (Sand/Schlacke) |
|---|---|---|---|
| Hohlraumform | Abgerundet, kugelförmig, glatt | Unregelmäßig, eckig, verzweigt | Variable — körnige oder glasartige Massen |
| Kavitätenoberfläche | Glatt, glänzend, oxidiert | Rau, dendritisch, kristallin | Nicht zutreffend (feste Partikel) |
| Verteilung | Verstreut, gleichmäßig | Konzentriert in Hotspots | In der Nähe von Oberflächen oder in Torbereichen |
| Metallographie | Abgerundete Hohlräume ohne Dendriten | Zerklüftete Hohlräume mit freiliegenden Dendriten | Partikel mit unterschiedlicher Zusammensetzung |
| Häufige Lösung | Trockene Materialien, desoxidieren | Steiger, Kälteperioden, Impfung | Filter, Abschöpfen, Schimmelqualität |
Systematischer Workflow zur Fehlerbehebung
Bei einem Defekt gehen Sie wie folgt vor:
- Untersuchen Sie den Defekt visuell. — Glatt und abgerundet? → Gas. Zackenförmig und dendritisch? → Schrumpfung. Eingebettete Partikel? → Einschluss.
- Lokalisieren Sie den Defekt — Oberseite des Gussteils? → Schlacke oder Lunker. Unterseite oder dünnere Bereiche? → Gasporosität. Dickere Bereiche? → Lunker.
- Überprüfungsprozessparameter — Gießtemperatur, Schmelzchemie, Impf-/Desoxidationsverfahren, Angussgestaltung.
- Führen Sie Bestätigungstests durch — Thermische Analyse (Unterkühlung), Abkühltest, Radiographie oder SEM/EDS zur Identifizierung von Einschlüssen.
- Korrekturmaßnahmen einleiten — Ändern Sie jeweils nur eine Variable und überprüfen Sie die Ergebnisse mit einem Testlauf.
Fallbeispiel: Fehldiagnose Porosität vs. Schrumpfung
Eine Gießerei, die Ventilkörper herstellte, verzeichnete einen Ausschuss von 15 % aufgrund von nach der Bearbeitung sichtbaren Hohlräumen. Zunächst wurde Gasporosität vermutet; die Bediener verstärkten die Desoxidation und trockneten das Material, jedoch ohne Erfolg. Eine erneute Röntgenuntersuchung zeigte, dass die Hohlräume unregelmäßige, dendritische Oberflächen aufwiesen – ein typisches Zeichen für Schwindung, nicht für Gasporosität. Korrekturmaßnahme: An den dickwandigen Abschnitten wurden Kühlkörper hinzugefügt und der Speiserquerschnitt um 30 % vergrößert. Die Ausschussrate sank auf 3 %. Die Lehre daraus: Die korrekte Identifizierung ist der erste und wichtigste Schritt bei der Fehlersuche..
Eine effektive Fehleranalyse wandelt reaktives Ausschussmanagement in proaktive Qualitätskontrolle um. Durch die systematische Identifizierung von Fehlern wie Porosität, Schwindung oder Einschlüssen – und deren Rückverfolgung zur Ursache – können Gießereien gezielte Korrekturmaßnahmen ergreifen, die Ausschuss reduzieren, die Gussintegrität verbessern und Kosten senken. Bright Alloys unterstützt Gießereien dabei. hochwertige Ferrosilicium-Impfmittel, Desoxidationslegierungen (Al, SiMn, Kalzium-Silizium-Legierung) und Filtrationslösungen um diese häufigen Gussfehler zu beseitigen.