
Sauerstoff ist bei der Stahlherstellung sowohl unerlässlich als auch schädlich. Während das Einblasen von Sauerstoff ein grundlegendes Verfahren bei der Raffination im Sauerstoffofen (BOF) und im Elektrolichtbogenofen (EAF) zur Entfernung von Kohlenstoff, Phosphor und Silizium darstellt, Der nach dem Anzapfen verbleibende gelöste Sauerstoff muss streng kontrolliert werdenUnkontrollierter Sauerstoff führt zu Gasporosität, Versprödung und, am kritischsten, zur Bildung nichtmetallischer Einschlüsse, die die mechanischen Eigenschaften, die Dauerfestigkeit und die Oberflächenqualität beeinträchtigen.
Die moderne Stahlherstellung erfordert ein tiefes Verständnis der Sauerstoffaktivität, der Desoxidationsgleichgewichte und der gezielten Einschlussbildung. Dieser Artikel untersucht, wie gelöster Sauerstoff die Einschlussbildung beeinflusst, und stellt praktische Strategien für eine optimale Desoxidation bei verschiedenen Stahlsorten vor.
Die Sauerstoff-Herausforderung: Von BOF zu Tundish
Am Ende des BOF- oder EAF-Prozesses enthält flüssiger Stahl 400–800 ppm gelösten Sauerstoff, der hauptsächlich im Gleichgewicht mit Kohlenstoff steht. Zum Vergleich: Die meisten Fertigstahlprodukte benötigen Sauerstoffgehalte unter 30 ppm, kritische Anwendungen (Wälzlagerstähle, Federstähle) erfordern sogar weniger als 10 ppm Gesamtsauerstoff. Der Desoxidationsschritt – die Zugabe von Elementen mit hoher Sauerstoffaffinität – muss den Großteil dieses Sauerstoffs entfernen und gleichzeitig die unvermeidlich entstehenden Einschlüsse kontrollieren.
Die grundlegende Desoxidationsreaktion kann wie folgt dargestellt werden: x[M] + y[O] → MₓOy (s oder l)Die Wahl des Desoxidationsmittels bestimmt die Einschlusschemie, die Morphologie und das Entfernungsverhalten. Betrachten wir die gängigsten Desoxidationssysteme.
Aluminiumdesoxidation: Hohe Effizienz, hohes Einschlussrisiko
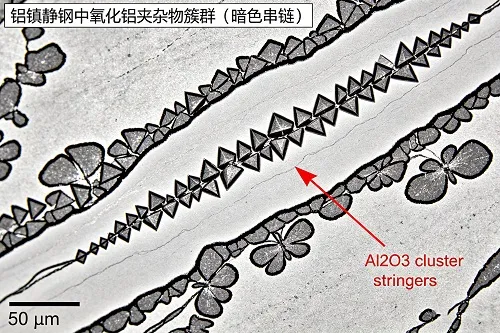
Aluminium ist das stärkste und kostengünstigste Desoxidationsmittel, das gelösten Sauerstoff reduzieren kann auf 2–5 ppm unter Gleichgewichtsbedingungen. Die Reaktion lautet: 2Al + 3[O] → Al₂O₃(s)Die entstehenden Aluminiumoxid-Einschlüsse (Al₂O₃) sind jedoch fest, hart und bilden oft Cluster, die sich nur schwer vollständig entfernen lassen. Diese Einschlüsse beeinträchtigen die Dauerfestigkeit, die Bearbeitbarkeit und die Oberflächengüte. Beim Stranggießen stellt die Aluminiumoxidablagerung in den Tauchdüsen eine ständige betriebliche Herausforderung dar.
Bewährte Verfahren zur Al-Desoxidation: Für vollständig beruhigte Stähle, die einen sehr niedrigen Gesamtsauerstoffgehalt erfordern, werden 0,5–1,2 kg Al pro Tonne Stahl verwendet. Anschließend wird unter Argon gerührt, um das Aufschwimmen von Einschlüssen zu fördern, und gegebenenfalls eine Calciumbehandlung durchgeführt, um das Aluminiumoxid in flüssige Calciumaluminate umzuwandeln.
Silizium-Mangan-Desoxidation: Flüssige Einschlüsse, saubererer Stahl
Die Kombination von Silizium und Mangan bietet einen deutlichen Vorteil: Das Desoxidationsprodukt ist ein flüssiges Mangansilikat (MnO·SiO₂) Bei den Temperaturen der Stahlerzeugung verschmelzen flüssige Einschlüsse leichter und steigen schneller auf als feste Oxide. Die Reaktion verläuft wie folgt: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)Obwohl die Silizium-Mangan-Desoxidation nicht so niedrige Sauerstoffwerte wie Aluminium (typischerweise 20–40 ppm Rest-O) erreicht, ist die resultierende Einschlussmenge kleiner, kugelförmiger und weniger schädlich. Für viele Baustahlsorten bietet die Si-Mn-Desoxidation das optimale Verhältnis zwischen Reinheit und Kosten.
Praktischer Tipp: Um die Bildung von flüssigem Oxid zu gewährleisten, sollte ein Mn/Si-Zielverhältnis von 3:1 bis 5:1 eingehalten werden. Verwenden Sie hochwertiges Material. Silizium-Mangan-Legierung (SiMn) mit gleichbleibender Chemie für reproduzierbare Ergebnisse.
Kalziumbehandlung: Modifizierung von Einschlüssen für überlegene Leistung
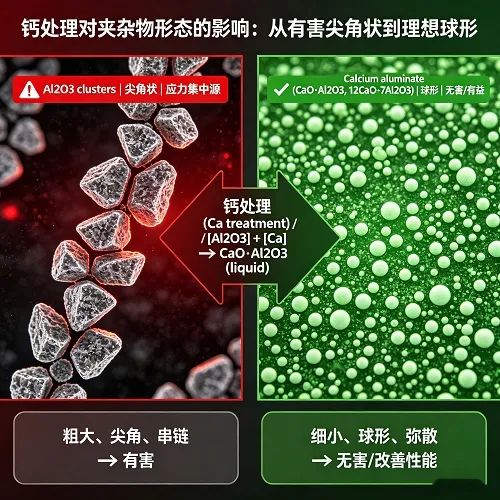
Calcium wird aufgrund seiner hohen Kosten und geringen Ausbeute selten als primäres Desoxidationsmittel eingesetzt, aber es ist unübertroffen als InklusionsmodifikatorBei Zugabe zu mit Aluminium beruhigtem Stahl (typischerweise über Kalzium-Silizium-Legierung-Fülldraht) reagiert Calcium mit festen Aluminiumoxid-Einschlüssen und bildet niedrigschmelzende Calciumaluminate (z. B. 12CaO·7Al₂O₃, Schmelzpunkt ~1455 °C). Diese kugelförmigen Einschlüsse beeinträchtigen die mechanischen Eigenschaften weniger und reduzieren die Düsenverstopfung beim Stranggießen deutlich.
Richtlinien für die Kalziumzufuhr: Für eine optimale Modifizierung sollte ein Ca/Al-Verhältnis von 0,10–0,15 angestrebt werden. Ein Überschuss an Calcium führt zur Bildung von CaS, das wieder erstarren und weitere Gussprobleme verursachen kann. Präzision ist entscheidend; in der modernen Praxis wird daher auf höchste Genauigkeit geachtet. Kalzium-Silizium-Legierung-Fülldrahtinjektion mit Echtzeit-Feedback.
Messung und Überwachung der Sauerstoffaktivität
Die moderne Stahlherstellung basiert auf elektrochemische Sauerstoffsensoren (ZrO₂-basiert) zur direkten Messung der gelösten Sauerstoffaktivität in der Gießpfanne. Diese Messungen steuern die Zugabe von Desoxidationsmitteln und reduzieren so Über- und Unterbehandlung. Wichtige Sauerstoffzielwerte pro Prozessstufe:
- Ende von BOF/EAF: 400–800 ppm (vor der Desoxidation)
- Nach Zugabe von Al oder SiMn: 10–30 ppm (aktiver Sauerstoff)
- Nach der Kalziumbehandlung: 5–15 ppm + stabile Einschlussmodifikation
- Gießkanne (kontinuierliches Gießen): Der Gesamtsauerstoffgehalt (Otot) liegt typischerweise zwischen 15 und 30 ppm, abhängig von der Güteklasse.
Strategien für eine optimale Desoxidationspraxis
Um eine gleichbleibende Reinheit von Stahl zu erreichen, ist ein systematisches Vorgehen erforderlich. Das folgende Rahmenkonzept gilt für die meisten Kohlenstoff- und niedriglegierten Stahlsorten:
- Schlackentechnik: Die Schlacke sollte basisch bleiben (CaO/SiO₂ > 2,5), um Desoxidationsprodukte zu absorbieren. Durch die Reduzierung des FeO-Gehalts der Schlacke auf unter 1 % wird die Sauerstoffrückführung minimiert.
- Starke Argon-Rührung: Mindestens 5–10 Minuten sanftes Einleiten von Argon nach der Desoxidation fördern die Flotation der Einschlüsse.
- Sequenzielle Addition: Bei Sorten, die einen sehr niedrigen Sauerstoffbedarf haben, empfiehlt sich eine Vorentoxidation mit Si-Mn, gefolgt von einer Al-Veredelung und anschließend einer Ca-Modifizierung.
- Schöpfkellenabdeckung: Eine erneute Oxidation durch Pfannenschlacke oder Lufteinschlüsse während des Abstichs und Gießens verhindern.
Fallbeispiel: Qualitätswandel bei Wälzlagerstahl
Ein Hersteller von Spezialstahl, der Wälzlagerstahl nach SAE 52100 produziert, sah sich aufgrund von bei Ultraschallprüfungen festgestellten Aluminiumoxid-Einschlüssen mit hohen Ausschussraten konfrontiert. Durch die Implementierung eines zweistufiges Desoxidationsprotokoll Durch die Vorbehandlung mit Si-Mn, die anschließende Al-Beschichtung und die Optimierung der Rührzeit in der Gießpfanne auf 12 Minuten konnte der Hersteller den Gesamt-Sauerstoffgehalt von 18 ppm auf 8 ppm senken. Die Einschlussrate verbesserte sich um 60 %, und die Dauerfestigkeit (L10) der Lager verdoppelte sich mehr als. Dieser Fall unterstreicht, dass die Sauerstoffkontrolle keine Einzelmaßnahme, sondern eine integrierte Prozessstrategie darstellt.
Da Stahlanwendungen immer höhere Leistungsanforderungen stellen – von Antriebssträngen für Elektrofahrzeuge bis hin zu Fundamenten für Offshore-Windparks – wird die präzise Sauerstoffkontrolle zu einem entscheidenden Wettbewerbsvorteil. Durch das Verständnis des Zusammenhangs zwischen gelöstem Sauerstoff, Einschlussbildung und Desoxidationschemie können Stahlhersteller konstant saubereren, festeren und zuverlässigeren Stahl produzieren. Bright Alloys bietet ein umfassendes Portfolio an Desoxidationslegierungen, darunter Ferrosilicium-, Silizium-Mangan- und Kalzium-Silizium-Legierung-Fülldraht, unterstützt durch metallurgisches Fachwissen zur Optimierung Ihrer Prozesse.