
La inoculación es, sin duda, la herramienta más poderosa, aunque a menudo subestimada, en la Fundición de hierro. Un metal fundido correctamente inoculado transforma el hierro frágil y propenso a la formación de carburos en una pieza mecanizable, resistente y fiable, con una morfología de grafito controlada. Una inoculación deficiente —o la ausencia total de ella— provoca enfriamiento, contracción, dureza inconsistente y dificultades de mecanizado que incrementan los costos y la tasa de desperdicio.
Esta guía exhaustiva explora la ciencia y la práctica de la inoculación moderna del hierro fundido. Aprenderá cómo funciona la inoculación, qué inoculantes son los más adecuados para aplicaciones específicas y cómo implementar técnicas que eliminen el enfriamiento, reduzcan la contracción y proporcionen grafito tipo A uniforme en cada pieza fundida.
Conceptos básicos: ¿Qué es la vacunación y por qué es importante?
La inoculación consiste en la adición de pequeñas cantidades de materiales (típicamente ferroaleaciones a base de silicio que contienen elementos activos como calcio, bario, estroncio o tierras raras) al hierro fundido inmediatamente antes de la colada. Los objetivos principales son:
- Aumentar los sitios de nucleación del grafito — creando partículas de grafito más pequeñas y en mayor cantidad para mejorar las propiedades mecánicas.
- Prevenir la formación de carburo (frío) — eliminando los carburos de hierro duros y quebradizos en secciones delgadas
- Controlar la morfología del grafito — promover el grafito de tipo A (en escamas uniformes) en hierro gris o una alta nodularidad en hierro dúctil
- Reducir la sensibilidad de la sección — minimizar la variación de propiedades entre secciones de fundición gruesas y delgadas
- Disminuir la porosidad por contracción — a través de la precipitación de grafito expandido durante la solidificación
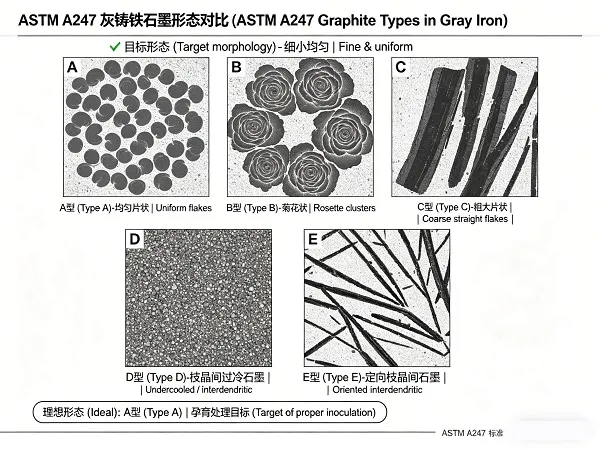
Comprensión de la morfología del grafito: tipos A a E
La morfología del grafito en el hierro fundido determina directamente las propiedades mecánicas, la maquinabilidad y el rendimiento. La norma ASTM A247 clasifica los tipos de grafito laminar:
| Tipo grafito | Descripción | Causa típica | Efecto sobre las propiedades |
|---|---|---|---|
| Tipo A | Distribución uniforme, escamas de orientación aleatoria | Inoculación adecuada, enfriamiento controlado | Excelente maquinabilidad, resistencia constante, estructura deseada. |
| Tipo B | Agrupaciones en forma de roseta con grafito fino en el centro. | Inmunización moderadamente insuficiente | Resistencia a la tracción reducida, dureza variable. |
| Tipo C | Grafito de Kish (escamas grandes y gruesas) | Equivalente de carbono excesivamente alto | Propiedades mecánicas deficientes, impredecibles. |
| Tipo D | Grafito fino direccional subenfriado | Inoculación insuficiente grave, enfriamiento rápido | Duro, difícil de mecanizar, quebradizo |
| Tipo E | Grafito direccional interdendrítico | Inoculación baja, subenfriamiento moderado | Resistencia reducida, variación de las propiedades direccionales |
El grafito tipo A es el objetivo para la mayoría de las aplicaciones de hierro gris. Lograr el tipo A de manera consistente requiere Selección adecuada del inóculo, tasas de adición correctas y prácticas de inoculación tardía eficaces.
El mecanismo: cómo funciona la inoculación
La inoculación funciona introduciendo sustratos de nucleación heterogéneos para la precipitación de grafito. Los nucleantes más efectivos son los compuestos refractarios, típicamente óxidos, sulfuros, carburos y nitruros de calcio, bario, estroncio, aluminio y elementos de tierras raras. Cuando estas partículas se dispersan en el metal fundido, proporcionan interfaces de baja energía para que el grafito precipite durante la solidificación.
Sin inoculación, el grafito nuclea en menos sitios, lo que da lugar a escamas gruesas y no uniformes (tipos B/D/E) o a carburos masivos (enfriamiento). efecto de desvanecimiento — La pérdida gradual de sitios de nucleación con el tiempo — significa que la inoculación debe realizarse lo más cerca posible del momento del vertido, normalmente entre 5 y 10 minutos después de llenar el molde.
Tipos de inoculantes: cómo seleccionar la herramienta adecuada para cada tarea.
Los inoculantes modernos son mucho más sofisticados que el simple ferrosilicio. Cada tipo ofrece ventajas específicas para diferentes aplicaciones:
Inoculante estándar de ferrosilicio (FeSi)
Composición: 74–75 % Si, resto Fe, trazas de Al, Ca
Ideal para: Hierro gris general, aplicaciones menos exigentes, fundiciones con presupuesto ajustado.
Limitaciones: Desvanecimiento rápido, control limitado del frío en secciones delgadas
Inoculante de ferrosilicio-bario (FeSiBa)
Composición: 70–75 % Si, 1–6 % Ba, 0,5–2 % Al, 0,5–2 % Ca
Ideal para: Hierro gris con secciones gruesas, tiempos de retención prolongados, reducción de la contracción
Ventajas: Excelente resistencia a la decoloración (hasta 15-20 minutos), potente eliminación del frío, porosidad de contracción reducida. El bario promueve una nucleación estable y precipitación de grafito expandido que alimenta la contracción por solidificación. Disponible en grados: Ba 1-2%, Ba 2-4%, y Ba 4-6% para requisitos de rendimiento cada vez mayores.
Inoculante de ferrosilicio-calcio (FeSiCa)
Composición: 70–75 % Si, 0,5–3 % Ca, 0,5–2 % Al
Ideal para: Hierro dúctil postinoculación, hierro gris con problemas de enfriamiento
Ventajas: Eliminación eficaz del frío, fuerte nucleación, ideal para piezas fundidas de sección delgada. El calcio también actúa como desulfurizante.
Inoculante de ferrosilicio-estroncio (FeSiSr)
Composición: 73–77% Si, 0,6–1,2% Sr, bajo contenido de Al y Ca
Ideal para: Hierro gris que requiere una inoculación mínima (bajas tasas de adición), piezas fundidas de sección delgada.
Ventajas: Tendencia muy baja a generar porosidad puntual, excelente control de enfriamiento con bajas concentraciones (0,05–0,15%). El estroncio es particularmente eficaz para hierro gris de paredes delgadas (secciones de 3–6 mm).
Inoculantes que contienen tierras raras (TR)
Composición: Base de FeSi con 1–3% de tierras raras (Ce, La)
Ideal para: Mejora de la nodularidad del hierro dúctil, hierro dúctil de sección gruesa
Ventajas: Mejora la cantidad de nódulos, reduce la formación de carburos en secciones gruesas y aumenta la nodularidad cuando el tratamiento con magnesio es límite.
Técnicas de inoculación: Cucharón, chorro y molde
La forma de añadir el Inoculante es tan importante como el ingrediente en sí. Existen tres técnicas principales, cada una con ventajas específicas:
Inoculación con cucharón (tradicional)
El Inoculante se añade al cucharón de tratamiento antes o durante el vaciado. Ventajas: Sencillo, no requiere equipo especial. Desventajas: Se produce una importante pérdida de color antes del vertido; normalmente requiere mayores tasas de adición (0,3-0,6 % del peso del material fundido). Ideal para piezas fundidas de gran tamaño con tiempos de vertido cortos.
Inoculación tardía en arroyos
El Inoculante se añade al flujo de metal fundido durante el vertido desde la cuchara al molde. Ventajas: Minimiza la decoloración, permite tasas de adición más bajas (0,1–0,3 %) y una microestructura más uniforme. Equipo necesario: Alimentador volumétrico o adición manual. Este es el método preferido Para la mayoría de las aplicaciones de hierro gris y dúctil.
Inoculación de moho (en el molde)
El Inoculante (a menudo en forma de bloque preformado o Polvo) se coloca directamente en el sistema de compuertas. Ventajas: Sin desvanecimiento, tasas de adición mínimas (0,05–0,15%), colocación precisa. Desventajas: Requiere modificación del molde; existe riesgo de disolución incompleta. Ideal para fundiciones automatizadas de alta producción.

Cómo eliminar el frío: estrategias prácticas
El enfriamiento rápido —la formación de carburos de hierro duros (cementita) en lugar de grafito— es el defecto más común relacionado con la inoculación. Este fenómeno ocurre cuando las velocidades de enfriamiento superan la capacidad del metal fundido para nuclear grafito, generalmente en secciones delgadas o esquinas. Estrategias para eliminar el enfriamiento rápido:
- Aumentar el nivel de inoculación: Para el hierro gris, se recomienda añadir entre un 0,2 % y un 0,4 % de Inoculante para la inoculación en cuchara, y entre un 0,1 % y un 0,2 % para la inoculación en chorro. Las secciones delgadas (< 5 mm) pueden requerir hasta un 0,5 %.
- Cambiar a un Inoculante más potente: Si el FeSi estándar no elimina el efecto de enfriamiento, cambie a FeSiBa (2-4% Ba) o FeSiSr.
- Utilice la vacunación tardía: La inoculación por chorro o en molde reduce drásticamente el enfriamiento en comparación con la práctica de inoculación únicamente con cucharón.
- Controlar el equivalente de carbono: Mantenga una CE = 3,9–4,1% para el hierro gris. Una CE menor aumenta la tendencia al enfriamiento.
- Reducir el titanio y el cromo: Estos elementos que favorecen la formación de carburos deben minimizarse en los materiales de carga.
Reducción de la merma mediante inoculación
La porosidad por contracción es un defecto importante tanto en el hierro gris como en el hierro dúctil. La inoculación ayuda al promover precipitación de grafito expandido Durante la solidificación eutéctica, la expansión volumétrica debida a la formación de grafito (aproximadamente un 2-3% de expansión lineal) puede contribuir a la contracción por solidificación, reduciendo o eliminando la necesidad de grandes mazarotas. Los inoculantes que contienen bario son particularmente eficaces para el control de la contracción porque:
- Retrasar la precipitación del grafito hasta una etapa posterior de la solidificación.
- Aumentar el volumen de grafito expandido que alimenta la contracción.
- Reducir el rango de temperatura de la solidificación eutéctica
Las fundiciones que cambian de FeSi a FeSiBa (2-4% Ba) suelen reportar una Reducción del 30 al 50 % en los requisitos de tamaño de los conductos ascendentes. y tasas de rechazo por mella significativamente más bajas.
Especificaciones del hierro dúctil: Nodularidad y número de nódulos
El hierro dúctil requiere inoculación después del tratamiento con magnesio para restaurar los sitios de nucleación del grafito (el magnesio reduce el potencial de nucleación). Práctica típica:
- Preinoculación: Agregar FeSi o FeSiCa a la cuchara antes del tratamiento con magnesio (0,2–0,4%).
- Postinoculación: Adición en flujo o molde de FeSiCa o FeSiBa (0,1–0,3%)
- Recuento de nódulos objetivo: 150–300 nódulos/mm² para la mayoría de las aplicaciones, mayor para hierro dúctil de sección delgada.
- Nodularidad del objetivo: >85% para grados estándar, >90% para aplicaciones premium
En el caso del hierro dúctil de sección gruesa (> 100 mm de espesor de sección), los inoculantes que contienen tierras raras ayudan a mantener la nodularidad mediante una solidificación más lenta.
Control de calidad: análisis térmico y verificación de la microestructura.
La inoculación consistente requiere una verificación continua. Herramientas clave de control de calidad:
- Análisis térmico: Mide la recalcencia (el aumento de temperatura durante la precipitación del grafito). Una menor recalcencia indica una mejor inoculación. El objetivo es un subenfriamiento (ΔT) < 5 °C para el hierro gris.
- Prueba de enfriamiento (prueba de cuña): Una pieza fundida en forma de cuña estándar se secciona y se inspecciona para determinar la profundidad de enfriamiento. Esta prueba rápida en taller confirma la eficacia de la inoculación.
- Examen de la microestructura: Verificación periódica del tipo de grafito (ASTM A247) y de su nodularidad (ASTM E2567).
- Pruebas de dureza: La dureza uniforme en todas las secciones indica una buena inoculación y un control adecuado de la sensibilidad de las secciones.
Ejemplo práctico: Componente de hierro gris de pared delgada
Un fabricante de bombas que fundía un componente complejo de hierro gris con secciones de pared de 4 mm experimentó un rechazo del 25 % debido a puntos duros y de enfriamiento. Utilizando la inoculación estándar de FeSi en cuchara (adición del 0,4 %), aún observaban grafito tipo D/E en secciones delgadas. La solución: cambiar a Inoculante de FeSiSr con inoculación en corriente con una adición del 0,15%. Resultados:
- Eliminación completa del frío en secciones delgadas
- Grafito tipo A uniforme en toda la pieza fundida.
- Reducción del 40% en el consumo de inóculo (0,15% frente a 0,4%).
- La tasa de rechazo bajó del 25% al 4%.
- La vida útil de la herramienta de mecanizado aumentó 3 veces.
Este caso ilustra que el Inoculante más caro suele ser el equivocado: Inóculo correcto en el punto de adición correcto Ofrece una calidad superior a un menor coste.
Recomendaciones por aplicación
Basándonos en nuestra amplia experiencia en Fundición, aquí les presentamos algunos puntos de partida prácticos:
| Solicitud | Inoculante recomendado | Método de adición | Tasa de adición típica |
|---|---|---|---|
| Hierro gris general (secciones pesadas) | FeSiBa (Ba 1-2%) | Cucharón o chorro | 0,2–0,4% |
| Hierro gris de paredes delgadas (< 6 mm) | FeSiSr o FeSiBa (Ba 2-4%) | Corriente o molde | 0,1–0,2% |
| Hierro dúctil (estándar) | FeSiCa + postinoculación | Cucharón + chorro | 0,3–0,5% total |
| Hierro dúctil (sección gruesa) | Inoculante de FeSi + RE | Cucharón + molde | 0,4–0,6% total |
| Hierro grafítico compactado (CGI) | FeSi con Ti + Ba | Arroyo | 0,2–0,3% |
Dominar la inoculación transforma las operaciones de Fundición de hierro fundido de impredecibles a consistentes, de alto desperdicio a alto rendimiento, de dolores de cabeza en el mecanizado a clientes satisfechos. Al comprender la morfología del grafito, seleccionar el Inoculante adecuado (grados FeSi, FeSiBa, FeSiCa, FeSiSr o RE) e implementar técnicas de inoculación tardía, las fundiciones pueden eliminar el enfriamiento, reducir la contracción y lograr la estructura de grafito tipo A que define el hierro fundido de primera calidad. Bright Alloys ofrece una gama completa de inoculantes de ferrosilicio, incluyendo FeSi estándar, FeSiBa (1-6% Ba)Grados de FeSiCa, FeSiSr y tierras raras, respaldados por soporte metalúrgico para optimizar su práctica de inoculación.