Los defectos de fundición cuestan a las fundiciones millones de dólares anuales en desperdicio, reprocesos y devoluciones de clientes. Sin embargo, muchos defectos tienen apariencias similares: la porosidad puede simular la contracción y las inclusiones pueden confundirse con burbujas de gas. Para una resolución de problemas eficaz se requiere un enfoque sistemático. Identifique visualmente el defecto, rastree su causa raíz y luego implemente acciones correctivas específicas..
Esta guía práctica se centra en las tres familias de defectos más comunes: porosidad, contracción e inclusiones — Proporcionar características visuales, análisis de la causa raíz y medidas correctivas comprobadas para piezas fundidas de hierro y acero.
Familia de defectos n.° 1: Porosidad (relacionada con gases)
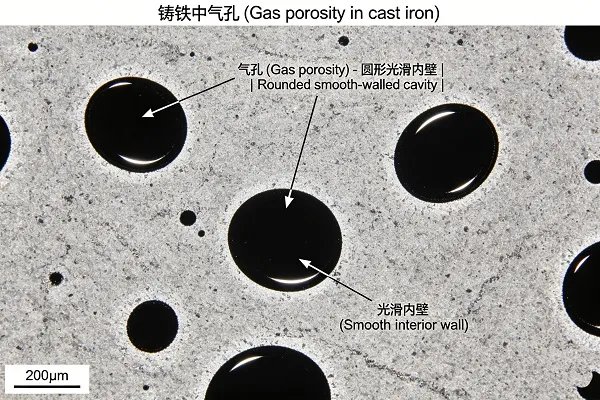
La porosidad se refiere a los huecos causados por la liberación de gases durante la solidificación. Los gases (hidrógeno, nitrógeno, monóxido de carbono, vapor de agua) se vuelven menos solubles a medida que el metal se solidifica y forman burbujas que quedan atrapadas.
Identificación visual
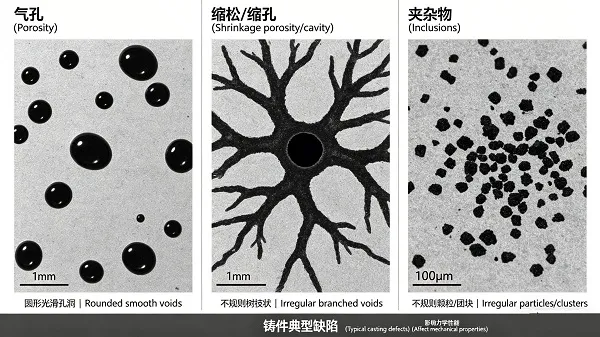
- Apariencia: Cavidades de paredes lisas, redondeadas o esféricas.
- Superficie: Superficies interiores a menudo brillantes o ligeramente oxidadas
- Distribución: Generalmente se encuentran dispersos por toda la fundición o concentrados en puntos calientes.
- Tamaño: Pueden variar desde orificios microscópicos hasta grandes cavidades visibles.
Causas comunes
| Tipo de gas | Fuente | Aspecto típico | Acción correctiva primaria |
|---|---|---|---|
| Hidrógeno (H₂) | Materiales de carga húmedos, humedad en el refractario, chatarra contaminada con aceite, ambiente húmedo | Pequeños orificios en toda la sección. | Secar bien los materiales, precalentar el horno, controlar la humedad. |
| Nitrógeno (N₂) | Exceso de ferroaleaciones nitruradas, arrastre de aire, alto contenido de nitrógeno en el coque. | Pequeños orificios redondos, a menudo agrupados. | Reducir las aleaciones que contienen nitrógeno, mejorar la cobertura de la masa fundida, utilizar recarburantes con bajo contenido de nitrógeno. |
| monóxido de carbono (CO) | Desoxidación incompleta (acero), alto contenido de oxígeno, reacción entre el carbono y el oxígeno. | Orificios subterráneos, a menudo alargados | Mejorar las prácticas de Desoxidación, añadir desoxidantes fuertes (Al, SiCa), controlar la actividad del oxígeno. |
Resumen de medidas correctivas
- Para la porosidad del hidrógeno: Seque todos los materiales de carga, precaliente las cucharas y las herramientas, evite los contaminantes orgánicos y utilice un sistema de purga con gas inerte (Ar o N₂) para el acero.
- Para la porosidad de nitrógeno (hierro gris/dúctil): Reduzca el uso de recarburantes que contienen nitrógeno, cambie a un aditivo elevador de carbono con bajo contenido de nitrógeno y evite las ferroaleaciones con alto contenido de nitrógeno.
- Para la porosidad de CO (acero): Asegúrese de una Desoxidación completa: añada suficiente aluminio o SiMn, verifique con un sensor de oxígeno y considere un tratamiento con calcio.
- Porosidad general del gas: Mejorar la cobertura del metal fundido para evitar el contacto con el aire, controlar la temperatura de vertido (evitar el sobrecalentamiento excesivo) y asegurar un diseño de compuerta adecuado para un flujo de metal uniforme.
Familia de defectos n.° 2: Contracción (solidificación)
Los defectos de contracción se producen cuando el metal líquido se contrae durante la solidificación y no hay suficiente metal de alimentación para compensar. A diferencia de la porosidad, las cavidades de contracción presentan superficies irregulares y dentadas con dendritas expuestas.
Identificación visual
- Apariencia: Cavidades irregulares, angulares o ramificadas
- Superficie: Aspecto rugoso, dendrítico y cristalino (no liso).
- Distribución: Concentrado en las regiones que tardan más en solidificarse: secciones gruesas, debajo de los conductos ascendentes, en los centros térmicos.
- Tipos: Contracción abierta (visible en la superficie de la pieza fundida) y microcontracción (interna, detectada mediante radiografía o mecanizado).

Causas comunes
- Anillo ascendente inadecuado: Los elevadores son demasiado pequeños, están mal colocados o se congelan antes de que se complete la alimentación.
- Solidificación direccional deficiente: Puntos calientes aislados de las vías de alimentación, sin gradiente térmico hacia los elevadores.
- Baja inoculación (hierro fundido): La escasa expansión del grafito reduce la capacidad de autoalimentación.
- Sobrecalentamiento excesivo: Las temperaturas de vertido más altas aumentan el volumen total de contracción.
- Composición de Aleación incorrecta: Equivalente de carbono demasiado bajo (hierro gris) o exceso de elementos que promueven la formación de carburos.
Resumen de medidas correctivas
- Diseño del elevador: Aumentar el tamaño de las tuberías ascendentes, añadir manguitos aislantes o materiales exotérmicos, y reposicionar las tuberías ascendentes para alimentar secciones pesadas.
- Modificación de la compuerta: Utilice sistemas de enfriamiento para promover la solidificación direccional, agregue aditivos para la alimentación y rediseñe el proceso para eliminar los puntos calientes aislados.
- Inoculación (hierro gris/dúctil): Aumentar el nivel de inoculación o cambiar a un Inoculante con bario (FeSiBa) para mejorar la alimentación de la expansión del grafito. Los niveles de bario del 2 al 4 % son particularmente efectivos para reducir la contracción.
- Temperatura de vertido: Reduzca el sobrecalentamiento al nivel mínimo práctico para la sección de fundición.
- Ajuste de la composición: Para el hierro gris, aumente el equivalente de carbono al 3,9-4,1%; para el hierro dúctil, asegúrese de que el nivel de magnesio y el equivalente de carbono sean los adecuados.
Familia de defectos n.° 3: Inclusiones (arena, escoria, escoria)
Las inclusiones son materiales extraños atrapados en la pieza fundida: arena procedente de la erosión del molde, escoria del procesamiento del metal fundido o escoria (óxidos) de reacciones superficiales.
Identificación visual
- Inclusiones de arena: Partículas granulares de color claro (marrón, gris o blanco), a menudo agrupadas cerca de las superficies o en las esquinas.
- Inclusiones de escoria: Masas vítreas, irregulares, de color oscuro o claro, a menudo con bordes redondeados, generalmente cerca de la parte superior de la pieza fundida.
- Inclusiones de escoria/óxido: Capas superficiales delgadas, finas y arrugadas (a menudo oscuras o metálicas), o películas internas plegadas.

Causas comunes
| Tipo de inclusión | Fuente | Acción correctiva primaria |
|---|---|---|
| inclusiones de arena | Erosión del molde/núcleo por flujo turbulento del metal, baja resistencia del molde, compactación inadecuada, alta temperatura de vertido. | Reducir la turbulencia (diseño de la entrada de agua), aumentar la dureza del molde, usar una temperatura de vertido más baja, aplicar recubrimientos al molde. |
| Inclusiones de escoria | Desescoriado deficiente, cobertura insuficiente de escoria en la cuchara, reoxidación, arrastre de escoria en la cuchara, atrapamiento inadecuado de escoria en la compuerta. | Mejorar las prácticas de desnatado, utilizar tapas de cuchara reductoras de escoria, instalar trampas de escoria en el sistema de compuertas, utilizar filtros de espuma cerámica. |
| Inclusiones de escoria/óxido | Exposición al aire por fusión, Desoxidación insuficiente (acero), inoculación baja (hierro), llenado turbulento que rompe las películas superficiales | Mejorar la cobertura del metal fundido, añadir desoxidantes fuertes (Al, aleación de calcio y silicio para acero; FeSi para hierro), utilizar inoculación de chorro, reducir la turbulencia del vertido. |
Resumen de medidas correctivas
- Inclusiones de arena: Optimizar el sistema de alimentación para un llenado sin turbulencias (evitar la caída libre, usar canales cónicos), aumentar la dureza del molde, aplicar un lavado o recubrimiento, reducir la temperatura de vertido si es posible.
- Inclusiones de escoria: Utilice filtros de espuma cerámica en el sistema de alimentación (10–30 ppi), diseñe trampas de escoria (extensión del canal, trampas de vórtice), mejore el desnatado de la cuchara, utilice coagulantes de escoria.
- Escoria (fundición de hierro): Aumentar la inoculación (especialmente con FeSiCa o FeSiBa), mejorar la cobertura del fundido, reducir la temperatura de vertido, utilizar la inoculación en chorro para prevenir la reoxidación.
- Escoria (piezas de fundición de acero): Asegúrese de que la Desoxidación sea completa (tratamiento con Al o SiMn + Ca), vierta bajo una atmósfera inerte y utilice compuestos de recubrimiento exotérmicos/en caliente.
Tabla de referencia visual rápida
Utilice esta tabla de referencia rápida para distinguir entre los diferentes tipos de defectos en la planta de producción:
| Característica | Porosidad de gas | Contracción | Inclusión (arena/escoria) |
|---|---|---|---|
| Forma de la cavidad | Redondeado, esférico, liso | Irregular, angular, ramificado | Variable: masas granulares o vítreas |
| Superficie de la cavidad | Liso, brillante, oxidado | Áspero, dendrítico, cristalino | No aplicable (partículas sólidas) |
| Distribución | Disperso, uniforme | Concentrados en zonas de alto riesgo | Cerca de superficies o en áreas de acceso restringido |
| Metalografía | Huecos redondeados sin dendritas | Huecos irregulares con dendritas expuestas | Partículas con diferente composición |
| Solución común | Materiales secos, desoxidar | Crecientes, escalofríos, inoculación | Filtros, desnatado, calidad del moho |
Flujo de trabajo sistemático para la resolución de problemas
Cuando se encuentre con un defecto, siga esta secuencia:
- Examine el defecto visualmente. — ¿Liso y redondeado? → Gas. ¿Desgarrado y dendrítico? → Contracción. ¿Partículas incrustadas? → Inclusión.
- Localiza el defecto — ¿Parte superior de la pieza fundida? → Escoria o contracción. ¿Parte inferior o secciones delgadas? → Porosidad de gas. ¿Secciones gruesas? → Contracción.
- Parámetros del proceso de revisión — Temperatura de vertido, química de la fusión, práctica de inoculación/Desoxidación, diseño de la compuerta.
- Realizar pruebas confirmatorias — Análisis térmico (subenfriamiento), prueba de enfriamiento, radiografía o SEM/EDS para la identificación de inclusiones.
- Implementar medidas correctivas — Modifique una variable a la vez y verifique los resultados con una prueba de conversión de tipos.
Ejemplo práctico: Diagnóstico erróneo de porosidad frente a contracción
Una Fundición que producía cuerpos de válvulas experimentó un 15 % de rechazo debido a cavidades internas visibles después del mecanizado. El diagnóstico inicial atribuyó la producción a porosidad gaseosa; los operarios aumentaron la Desoxidación y secaron los materiales sin obtener mejoría. Un nuevo examen de las radiografías mostró que las cavidades eran irregulares con superficies dendríticas, lo que indica una contracción típica, no gas. Medidas correctivas: se añadieron enfriadores a las secciones más gruesas y se aumentó el tamaño de la mazarota en un 30 %. La tasa de rechazo se redujo al 3 %. La lección aprendida: La identificación correcta es el primer paso y el más importante para la resolución de problemas..
La resolución eficaz de problemas de defectos transforma la gestión reactiva de desechos en un control de calidad proactivo. Al identificar sistemáticamente si un defecto es porosidad, contracción o inclusión, y rastrear su causa raíz, las fundiciones pueden implementar acciones correctivas específicas que reducen los desechos, mejoran la integridad de la fundición y reducen los costos. Bright Alloys apoya a las fundiciones con Inoculantes de ferrosilicio de alta calidad, aleaciones de Desoxidación (Al, SiMn, aleación de calcio y silicio) y soluciones de filtración. para ayudar a eliminar estos defectos comunes de fundición.