Il silicio è l'elemento di lega più importante nelle leghe di alluminio per fusione. Oltre l'85% di tutti i getti di alluminio è prodotto con leghe Al-Si, dai cerchi in lega A356 per autoveicoli ai blocchi motore A380. Questo predominio non è casuale: il silicio migliora drasticamente le prestazioni di fusione, offrendo al contempo una combinazione eccezionale di resistenza, duttilità e resistenza alla corrosione.
Questo articolo spiega come il contenuto di silicio influenzi il comportamento dei lingotti di Lega di alluminio durante la fusione e le conseguenti proprietà fisiche dei componenti finiti. Che si tratti di fusione in sabbia, in stampo permanente o in pressofusione ad alta pressione, comprendere il ruolo del silicio è fondamentale per il controllo della qualità e dei costi.
Perché il silicio? La logica metallurgica
Il silicio viene aggiunto alle leghe di alluminio per fusione per diverse ragioni fondamentali:
- Ottima capacità di lancio: Il silicio migliora notevolmente la fluidità, consentendo al metallo fuso di riempire sezioni sottili e geometrie complesse degli stampi.
- Basso restringimento: Le leghe Al-Si hanno un intervallo di solidificazione ristretto (specialmente in prossimità della composizione eutettica), riducendo la formazione di cricche a caldo e la porosità da ritiro.
- Leggero: Il silicio (densità 2,33 g/cm³) è più leggero dell'alluminio (2,70 g/cm³), quindi un contenuto di silicio più elevato riduce il peso della fusione.
- Buone proprietà meccaniche: Le particelle di silicio rinforzano la Lega mantenendone la duttilità (specialmente se modificata).
- Eccellente resistenza alla corrosione: Il silicio migliora il comportamento di passivazione
- Bassa espansione termica: Le leghe ad alto contenuto di silicio presentano coefficienti di dilatazione termica ridotti, ideali per componenti di precisione.
La fonte: Silicio metallico ad alta purezza per la produzione di leghe
La qualità delle leghe di fusione alluminio-silicio inizia con il silicio metallico utilizzato come elemento di lega. Per fusioni di alluminio di alta qualità, silicio metallico ad alta purezza È essenziale evitare l'introduzione di impurità indesiderate che possono compromettere le proprietà meccaniche e la colabilità. Bright Alloys fornisce una gamma completa di gradi di silicio metallico adatti alla produzione di leghe di alluminio:
- Metallo di silicio di grado 97 (97% Si minimo) — Un'opzione economica per leghe di alluminio da fusione per uso generale dove non è richiesta la massima purezza
- Metallo di silicio di grado 331 (99,3% Si) — Grado standard per la maggior parte delle leghe di fusione alluminio-silicio, che bilancia purezza e costo
- Metallo di silicio di grado 441 (99,1% Si, basso contenuto di Fe, Al, Ca) — Preferito per fusioni di alta qualità che richiedono una composizione chimica costante e un contenuto di ferro ridotto.
- Metallo al silicio di grado 553 (98,5% Si) — Ampiamente utilizzato per le leghe standard di Fonderia, offre un buon rapporto qualità-prezzo per la produzione in serie.
- Metallo di silicio di grado 1101 (99,7% Si, impurità ultra-basse) — Per fusioni aerospaziali e ad alte prestazioni che richiedono massima purezza e uniformità
La scelta del grado di silicio metallico influisce direttamente sui livelli di impurità della Lega finale, in particolare ferro, calcio e alluminio, che a loro volta influenzano la fluidità di colata, la risposta all'anodizzazione e le proprietà meccaniche.
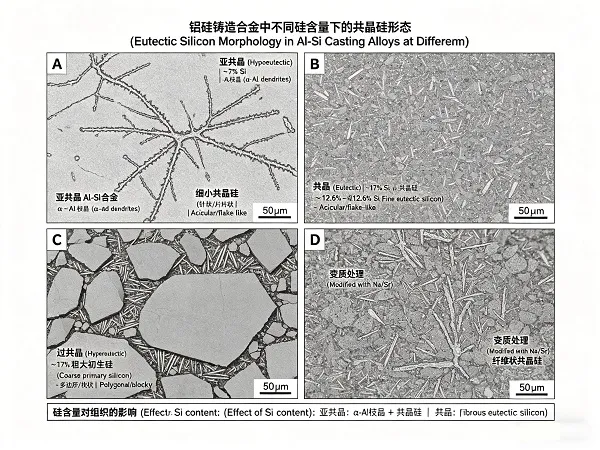
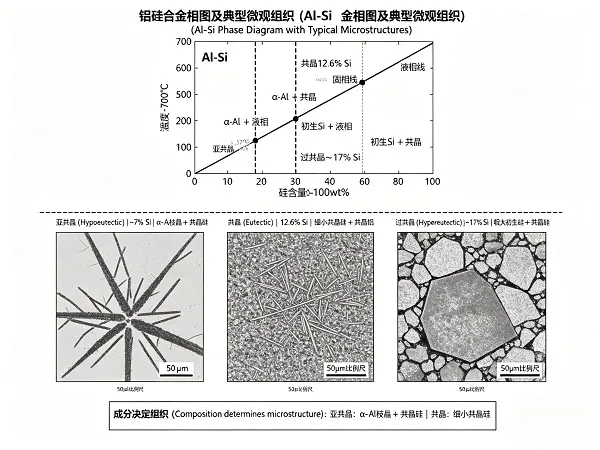
Diagramma di fase Al-Si: ipoeutettico, eutettico e ipereutettico
Il diagramma di fase alluminio-silicio è il fondamento per la comprensione di queste leghe. La caratteristica chiave è il punto eutettico al 12,6% di silicio e 577 °C.
Leghe ipoeutettiche (< 12,6% Si)
Esempi: A356 (7% Si), A357 (7% Si), A319 (6% Si), A356.2 (7% Si)
Microstruttura: Dendriti primarie di alluminio + eutettico Al-Si nelle regioni interdendritiche
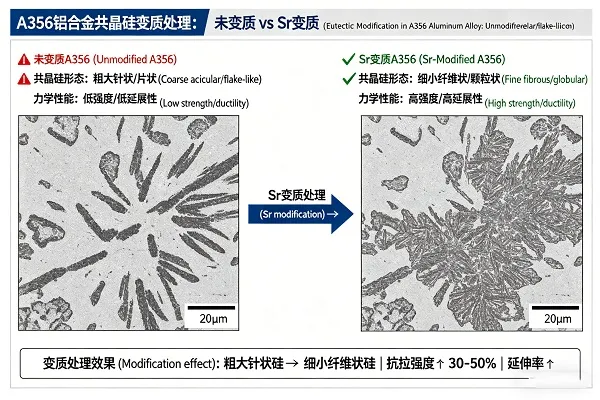
Caratteristiche: Buona duttilità, eccellente combinazione di resistenza ed allungamento, ampiamente utilizzato per getti strutturali che richiedono tenuta alla pressione e buone proprietà di fatica. La modifica con stronzio o sodio è una pratica standard per trasformare le scaglie di silicio aciculare in una morfologia fibrosa, migliorando la duttilità di 2-3 volte.
Leghe eutettiche (12,6% Si)
Esempi: A413 (12% Si), LM6 (12% Si)
Microstruttura: Completamente eutettico: miscela fine di alluminio e silicio
Caratteristiche: Massima fluidità, minimo ritiro, eccellente tenuta alla pressione, buona resistenza alla corrosione. Migliore colabilità tra tutte le leghe Al-Si. Resistenza e duttilità moderate (migliorabili con la modifica). Ideale per fusioni complesse a parete sottile, componenti idraulici e pressofusioni di precisione.
Leghe ipereutettiche (> 12,6% Si)
Esempi: A390 (17% Si), A390.1 (17-18% Si), A391 (19% Si)
Microstruttura: Cristalli primari di silicio + eutettico Al-Si
Caratteristiche: Dilatazione termica molto bassa (17-19 ppm/°C), eccellente resistenza all'usura, elevata durezza, buona resistenza alle alte temperature. Le particelle di silicio primario agiscono come fasi dure resistenti all'usura. Richiede una lavorazione speciale (inoculazione di fosforo) per affinare il silicio primario. Difficile da lavorare (richiede utensili diamantati). Utilizzato per blocchi motore, pistoni, camicie dei cilindri e componenti resistenti all'usura.
Effetto sulle prestazioni di lancio
Fluidità (flusso di metallo fuso)
La fluidità aumenta con il contenuto di silicio fino al punto eutettico, per poi diminuire. Con lo 0% di Si, l'alluminio ha una scarsa fluidità. Con il 7% di Si (lega A356), la fluidità migliora di circa il 50% rispetto all'alluminio puro. Con il 12% di Si (lega A413), la fluidità raggiunge il massimo, circa il 100% in più rispetto all'alluminio puro. Questo è il motivo per cui nelle pressofusioni a parete sottile (sezioni da 1-2 mm) si utilizzano in genere leghe prossime all'eutettico.
Suscettibilità alla lacerazione a caldo (crepe)
La criccatura a caldo si verifica quando il metallo in fase di solidificazione non riesce ad assorbire le sollecitazioni di contrazione. Lo stretto intervallo di solidificazione delle leghe eutettiche (solo ~5 °C) minimizza la criccatura a caldo. Le leghe ipoeutettiche con il 5-9% di Si presentano una suscettibilità intermedia alla criccatura a caldo. Le leghe con un contenuto di Si inferiore al 3% (ad esempio, la serie 2xxx) sono altamente suscettibili e raramente vengono fuse in sabbia o in stampi permanenti.
Ritiro e alimentazione
Il ritiro totale da solidificazione diminuisce all'aumentare del contenuto di silicio: Alluminio puro: ~6,6% di ritiro volumetrico. A356 (7% Si): ~4,5% di ritiro. A413 (12% Si): ~3,8% di ritiro. A390 (17% Si): ~3,0% di ritiro. Un ritiro inferiore significa colonne montanti più piccole, maggiore resa e minore porosità.
Effetto sulle proprietà fisiche e meccaniche
| Proprietà | Basso Si (<5%) | Si medio (5-9%) | Alto contenuto di Si (12-18%) | Implicazioni pratiche |
|---|---|---|---|---|
| Resistenza alla trazione (allo stato fuso) | Bassa (~120-150 MPa) | Buono (~180-240 MPa) | Moderato (~150-200 MPa) | L'ipoeutettico offre la massima resistenza dopo il trattamento termico (A356-T6: 310 MPa UTS). |
| Allungamento (duttilità) | Alto (~10-15%) | Buono (~5-12%) | Basso (~1-3%) | Un contenuto di Si più elevato riduce la duttilità; la modifica ripristina in parte la duttilità nelle leghe ipoeutettiche. |
| Durezza (Brinell) | Basso (~30-40 HB) | Moderato (~60-90 HB) | Alto (~100-150 HB) | Leghe ipereutettiche eccellenti per applicazioni soggette ad usura |
| Densità (g/cm³) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | Risparmio di peso dell'1-3% dalle leghe eutettiche (utilizzando una purezza maggiore) Grado 441 O 553 metallo di silicio aiuta a mantenere bassi i livelli di impurità ottenendo al contempo questi vantaggi in termini di densità) |
| Coefficiente di dilatazione termica (10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | L'elevato contenuto di silicio riduce la dilatazione termica, un aspetto fondamentale per pistoni e componenti di precisione. |
| Conduttività termica (W/m·K) | ~200 | ~150-170 | ~120-140 | Minore conduttività con Si più elevato: accettabile per la maggior parte delle fusioni, ma da considerare per gli scambiatori di calore. |
Morfologia del silicio: allo stato grezzo di fusione rispetto a quello modificato.
La forma delle particelle di silicio influenza notevolmente le proprietà meccaniche. Nelle leghe ipoeutettiche non modificate, il silicio forma lamelle grossolane e aghiformi che agiscono come concentratori di sollecitazioni, limitando la duttilità a un allungamento del 2-4%.
Modifica (0,005-0,03% di aggiunta di Sr o Na) trasforma il silicio aciculare in una morfologia fibrosa fine. Risultati: l'allungamento aumenta dal 3% al 10-12% (A356). La resistenza alla trazione aumenta del 15-25%. La durata a fatica migliora di 2-5 volte. La tenacità alla frattura raddoppia. Per questo motivo, praticamente tutte le leghe di fusione Al-Si ipoeutettiche vengono modificate nelle fonderie moderne. L'efficacia della modifica dipende in parte dalla purezza della fonte di silicio: elevata purezza Metallo di silicio di grado 1101 (99,7% Si) riduce al minimo le impurità interferenti che possono avvelenare la reazione di modifica.
Leghe comuni di fusione alluminio-silicio
| Lega | Si (%) | Tipo | Applicazioni tipiche | Proprietà chiave |
|---|---|---|---|---|
| A356 / A356.2 | 6,5-7,5% | Ipoeutettico | Ruote per autoveicoli, componenti delle sospensioni, fusioni strutturali, raccordi aerospaziali | Eccellente rapporto resistenza/peso dopo trattamento termico T6 (310 MPa UTS, allungamento del 10%). La migliore Lega di fusione multiuso. Richiede modifica con Sr. Risultati migliori con Grado 441 O 331 metallo di silicio. |
| A357 | 6,5-7,5% | Ipoeutettico | Fusioni aerospaziali, componenti automobilistici ad alte prestazioni e componenti militari. | A356 con Mg più elevato (0,5-0,7%) per una maggiore resistenza dopo il trattamento termico (345 MPa UTS). Lega premium. Richiede elevata purezza Metallo di silicio di grado 1101 per la certificazione aerospaziale. |
| A319 | 5,5-6,5% | Ipoeutettico | testate dei cilindri del motore, collettori di aspirazione, carter della trasmissione, pompe | Buona resistenza alle alte temperature, eccellente tenuta alla pressione, buona lavorabilità. Contiene Cu (3-4%) per aumentarne la resistenza. |
| A380 | 7,5-9,5% | Ipoeutettico (quasi eutettico) | Pressofusione: alloggiamenti per componenti elettronici, corpi per utensili elettrici, staffe per autoveicoli, componenti per elettrodomestici. | La migliore Lega per pressofusione: eccellente fluidità, buona resistenza, buona resistenza alla corrosione. L'80% delle pressofusioni di alluminio è realizzato in Lega A380. |
| A413 | 11-13% | Eutettico / quasi eutettico | Fusioni a parete sottile, componenti idraulici, forme complesse, fusioni a tenuta di pressione | Massima fluidità, eccellente tenuta alla pressione, ritiro minimo. Resistenza inferiore rispetto all'A356, ma colabilità superiore. |
| A390 | 16-18% | Ipereutettico | Blocchi motore (alcuni), pistoni, camicie dei cilindri, componenti del compressore, anelli di usura | Elevatissima resistenza all'usura, bassa dilatazione termica, elevata durezza. Richiede una lavorazione speciale (inoculazione con P, utensili diamantati). Elevata purezza Grado 97 O 553 metallo di silicio viene tipicamente utilizzato per queste leghe ad alto contenuto di silicio. |
Effetto del silicio sulla lavorazione secondaria
Trattabilità termica
Le leghe ipoeutettiche (A356, A357) rispondono in modo eccellente ai trattamenti termici T5, T6 e T7. Il trattamento di solubilizzazione dissolve i precipitati di Mg₂Si, seguito dall'invecchiamento per formare fini precipitati di rinforzo. Le leghe eutettiche (A413) mostrano una risposta minima al trattamento termico (assenza di Mg). Le leghe ipereutettiche sono tipicamente utilizzate allo stato fuso (T1) o con un invecchiamento limitato.
lavorabilità
Basso Si (<5%): gommoso, scarsa formazione di trucioli, bordo di riporto. Moderato Si (5-9%): buona lavorabilità con utensili adeguati. Alto Si (12-18%): abrasivo, richiede utensili in carburo o diamante, ma produce un'eccellente finitura superficiale. Le leghe ipereutettiche (A390) sono tra le leghe di alluminio più abrasive ma possono essere rifinite fino a ottenere superfici a specchio. Il contenuto di ferro nel silicio metallico (inferiore in Grado 441 E 331) influisce significativamente sulla durata dell'utensile durante le operazioni di lavorazione.
Saldabilità
Diminuisce con l'aumentare del contenuto di silicio. Le leghe A356/A357 hanno una buona saldabilità (GTAW, GMAW). Le leghe A380/A413 hanno una scarsa saldabilità a causa dell'elevato contenuto di silicio e rame e non sono raccomandate per la saldatura strutturale.
Guida pratica alla selezione delle leghe
Utilizza questo schema decisionale per selezionare la Lega di fusione Al-Si ottimale per la tua applicazione:
- Hai bisogno della massima duttilità e resistenza dopo il trattamento termico? → A356 o A357 (6,5-7,5% Si) con trattamento termico T6. Specificare Grado 441 O 331 metallo di silicio per risultati ottimali.
- Avete bisogno di realizzare pressofusioni complesse a parete sottile con buone proprietà allo stato grezzo di fusione? → A380 (8-9% Si) per pressofusione generale; A413 (11-13% Si) per pareti estremamente sottili. Metallo di silicio di grado 553 è la scelta standard.
- Hai bisogno di resistenza all'usura e bassa dilatazione termica? → A390 (16-18% Si) ipereutettico. Metallo di silicio di grado 97 offre una fonte di silicio economica per queste leghe ad alto contenuto di silicio.
- Necessità di resistenza alle alte temperature (applicazioni nei motori)? → A319 (5,5-6,5% Si) con aggiunta di Cu
- È necessaria la tenuta alla pressione per i componenti idraulici? → A413 (eutettico) o A356 (con alimentazione attenta)
- Avete bisogno di una certificazione di livello aerospaziale con la massima purezza? → A357 con Metallo di silicio di grado 1101 (Si al 99,7%, impurità estremamente basse)
Esempio pratico: selezione di leghe per cerchi in Lega per autoveicoli
Un produttore di cerchi in alluminio pressofuso per autoveicoli ha valutato tre leghe candidate: A380 (9% Si), A356 (7% Si) e A413 (12% Si). Requisiti: elevata resistenza per la sicurezza, buona duttilità per la resistenza agli urti, eccellente finitura superficiale per l'aspetto estetico e capacità di fondere raggi sottili (sezioni da 5 mm). Risultati: A380 ha offerto una buona colabilità ma una duttilità limitata (allungamento del 3-5%) e una scarsa risposta al trattamento termico. A413 ha offerto un'eccellente colabilità ma una resistenza inferiore (200 MPa UTS). A356 con modifica Sr e trattamento termico T6 ha fornito 310 MPa UTS, 10% di allungamento e una colabilità accettabile con un corretto sistema di colata. La Fonderia ha specificato Metallo di silicio di grado 441 per il suo contenuto costantemente basso di ferro, che ha migliorato la duttilità e la consistenza dell'anodizzazione. È stata selezionata la lega A356, a dimostrazione che la migliore colabilità non è sempre il fattore determinante; i requisiti delle proprietà guidano la selezione e la qualità del silicio metallico determina direttamente tali proprietà.
Il contenuto di silicio è la variabile più importante nella progettazione delle leghe di alluminio per fusione. Dall'ipoeutettico A356 per fusioni strutturali all'eutettico A413 per pressofusioni a parete sottile fino all'ipereutettico A390 per componenti resistenti all'usura, il silicio controlla la fluidità, la resistenza alla criccatura a caldo, il ritiro, le proprietà meccaniche e il comportamento durante la lavorazione secondaria. Comprendendo il diagramma di fase Al-Si e i compromessi associati ai diversi livelli di silicio, le fonderie e gli acquirenti di fusioni possono selezionare la Lega ottimale per ogni applicazione, bilanciando colabilità, costo e prestazioni del componente finale. La base di ogni fusione di alluminio-silicio di qualità è il silicio metallico ad alta purezza. Bright Alloys fornisce una gamma completa di gradi di silicio metallico — Grado 97, 331, 441, 553, E 1101 — con una composizione chimica certificata per soddisfare i rigorosi requisiti delle fonderie di alluminio di tutto il mondo.