
接種処理は、鋳鉄鋳造において最も強力でありながら、過小評価されている技術と言えるでしょう。適切に接種処理された溶融金属は、脆く炭化物が発生しやすい鉄を、加工しやすく、強度が高く、信頼性の高い、黒鉛の形態が制御された鋳物へと変貌させます。接種処理が不十分、あるいは全く行われない場合、冷却、収縮、硬度のばらつき、加工の困難さといった問題が発生し、コストと不良率の上昇につながります。
この包括的なガイドでは、現代の鋳鉄接種の科学と実践について解説します。接種の仕組み、特定の用途に最適な接種剤、そして冷却をなくし、収縮を減らし、すべての鋳造品で均一なA型黒鉛を得るための技術の実装方法を学ぶことができます。
基礎知識:予防接種とは何か、そしてなぜ重要なのか?
接種とは、鋳造直前に溶融鋳鉄に少量の材料(通常はカルシウム、バリウム、ストロンチウム、希土類元素などの活性元素を含むシリコン系フェロアロイ)を添加することです。主な目的は以下のとおりです。
- グラファイト核生成サイトの増加 ―機械的特性を向上させるために、より多くの、より小さな黒鉛粒子を生成する
- 炭化物(冷間)の形成を防ぐ ―薄肉部分における硬くて脆い炭化鉄の除去
- グラファイトの形態を制御する — ねずみ鋳鉄中のA型(均一な薄片状)黒鉛の促進、または球状黒鉛鋳鉄中の高球状化の促進
- セクションの感度を下げる ―厚肉部と薄肉部の特性差を最小限に抑える
- 収縮による多孔性を低減する 凝固中の膨張黒鉛析出によって
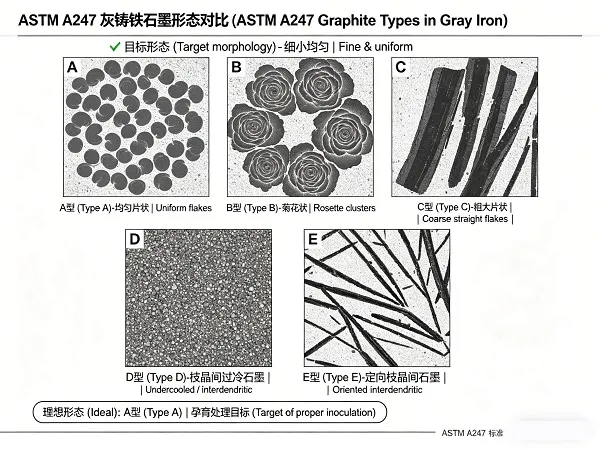
黒鉛の形態を理解する:タイプAからEまで
鋳鉄中の黒鉛の形態は、機械的特性、被削性、および性能を直接決定します。ASTM A247規格では、フレーク状黒鉛の種類を以下のように分類しています。
| グラファイトタイプ | 説明 | 典型的な原因 | 特性への影響 |
|---|---|---|---|
| タイプA | 均一分布、ランダムな配向の薄片 | 適切な接種、管理された冷却 | 優れた加工性、均一な強度、望ましい構造 |
| タイプB | 中心部に微細なグラファイトを含むロゼット状のクラスター | 中程度の接種不足 | 引張強度の低下、硬度の変動 |
| タイプC | キッシュ産グラファイト(大きくて粗い薄片) | 過剰に高い炭素換算値 | 機械的特性が劣り、予測不可能 |
| タイプD | 過冷却された微細な方向性グラファイト | 深刻な接種不足、急速冷却 | 硬くて加工しにくく、脆い |
| タイプE | 樹枝状結晶間、方向性のある黒鉛 | 接種量少なめ、過冷却度中程度 | 強度低下、方向性特性の変動 |
A型黒鉛は、ほとんどのねずみ鋳鉄用途における目標です。A型黒鉛を安定して得るには、 適切な接種剤の選択、正しい添加率、および効果的な後期接種方法.
メカニズム:予防接種の仕組み
接種は、黒鉛析出のための不均一核生成基質を導入することによって機能します。最も効果的な核生成剤は、耐火性化合物です。 酸化物、硫化物、炭化物、窒化物 カルシウム、バリウム、ストロンチウム、アルミニウム、および希土類元素の粒子。これらの粒子が溶融物中に分散すると、凝固中に黒鉛が析出するための低エネルギー界面を提供する。
接種がない場合、黒鉛はより少ないサイトで核生成し、粗大で不均一な薄片(タイプB/D/E)または塊状の炭化物(チル)が生じる。 フェード効果 時間の経過とともに核生成部位が徐々に失われるため、接種は鋳造のできるだけ直前、通常は鋳型充填後5~10分以内に行う必要がある。
接種剤の種類:用途に合った適切なツールの選択
現代の接種剤は、単純なフェロシリコンよりもはるかに高度な技術を用いている。それぞれの種類は、異なる用途において特有の利点を提供する。
標準フェロシリコン (FeSi) 接種剤
構成: 74 ~ 75% Si、残部 Fe、微量 Al、Ca
最適な用途: 一般的なねずみ鋳鉄、要求の低い用途、予算重視の鋳造所
制限事項: 色褪せが早く、薄切りでは低温制御が不十分
フェロシリコンバリウム(FeSiBa)接種剤
構成: 70 ~ 75% Si、1 ~ 6% Ba、0.5 ~ 2% Al、0.5 ~ 2% Ca
最適な用途: 厚肉のねずみ鋳鉄、保持時間の延長、収縮率の低減
利点: 優れた耐退色性(最大15~20分)、強力な冷却除去、収縮多孔性の低減。バリウムは安定した核形成を促進し、 膨張黒鉛析出 凝固収縮を促進する。グレードは以下の通り。 Ba 1-2%, Ba 2-4%、 そして Ba 4-6% 性能要件の高まりに対応するため。
フェロシリコンカルシウム(FeSiCa)接種剤
構成: 70 ~ 75% Si、0.5 ~ 3% Ca、0.5 ~ 2% Al
最適な用途: 接種後のダクタイル鋳鉄、冷却問題のあるねずみ鋳鉄
利点: 強力な冷却効果、優れた核生成作用を持ち、薄肉鋳造に適しています。カルシウムは脱硫剤としても作用します。
フェロシリコン・ストロンチウム(FeSiSr)接種剤
構成: Si 73~77%、Sr 0.6~1.2%、AlとCaは低濃度
最適な用途: 最小限の接種で済む(低添加率の)ねずみ鋳鉄、薄肉鋳物
利点: ピンホール気孔の発生傾向が非常に低く、低添加量(0.05~0.15%)でも優れた冷却制御効果を発揮します。ストロンチウムは、薄肉ねずみ鋳鉄(3~6mm厚)に特に効果的です。
希土類元素(RE)含有接種剤
構成: FeSiをベースとし、1~3%の希土類元素(Ce、La)を添加した化合物
最適な用途: 球状黒鉛鋳鉄の球状化促進、厚肉球状黒鉛鋳鉄
利点: 結節数を改善し、厚肉部における炭化物形成を抑制し、マグネシウム処理が境界域にある場合に結節形成を促進する。
接種方法:お玉接種、流し込み接種、および型接種
接種剤の添加方法は、添加する内容と同じくらい重要です。主な添加方法は3つあり、それぞれに特有の利点があります。
お玉接種(伝統的な方法)
接種剤は、採炭前または採炭中に処理用取鍋に加えられる。 利点: シンプルで、特別な機器は必要ありません。 デメリット: 鋳造前に著しい退色が生じるため、通常はより高い添加率(溶融重量の0.3~0.6%)が必要となる。注湯時間が短い大型鋳造に最適。
ストリーム(後期)接種
接種剤は、取鍋から鋳型へ溶融金属を注ぐ際に、溶融金属の流れに添加される。 利点: 退色を最小限に抑え、添加率を低く抑え(0.1~0.3%)、より均一な微細構造を実現します。 必要な機材: 容積式フィーダーまたは手動添加。これは 好ましい方法 ほとんどのねずみ鋳鉄およびダクタイル鋳鉄の用途に適しています。
カビ(インモールド)接種
接種剤(多くの場合、成形済みのブロック状または粉末状)は、ゲートシステムに直接配置される。 利点: 色褪せゼロ、添加率最小(0.05~0.15%)、正確な配置。 デメリット: 金型加工が必要で、溶解が不完全になるリスクがあります。自動化された大量生産鋳造工場に最適です。

寒さを解消する:実践的な戦略
チリング(黒鉛の代わりに硬質の炭化鉄(セメンタイト)が形成される現象)は、接種に関連する最も一般的な欠陥です。チリングは、冷却速度が溶融金属の黒鉛核生成能力を超えた場合に発生し、通常は薄い部分や角の部分で起こります。チリングを解消するための対策:
- 接種レベルを上げる: ねずみ鉄の場合、取鍋接種では接種剤の添加量を0.2~0.4%、流し込み接種では0.1~0.2%とする。薄片(5mm未満)の場合は、最大0.5%まで添加量を増やす必要がある。
- より強力な接種剤に切り替える: 標準的なFeSiで冷却効果が解消されない場合は、FeSiBa(Ba含有量2~4%)またはFeSiSrに切り替えてください。
- 遅発接種を行う: 流し込み接種または型内接種は、柄杓のみによる接種方法に比べて、冷却時間を劇的に短縮します。
- 炭素換算量を管理する: ねずみ鉄の場合、CE(熱膨張率)を3.9~4.1%に維持してください。CEが低いほど、冷却傾向が高まります。
- チタンとクロムの使用量を削減する: これらの炭化物生成促進元素は、装入材料中で最小限に抑えるべきである。
接種による収縮率の低減
収縮気孔は、ねずみ鋳鉄とダクタイル鋳鉄の両方における主要な欠陥です。接種は、 膨張黒鉛析出 共晶凝固中、黒鉛形成による体積膨張(線膨張率約2~3%)は凝固収縮を補い、大型ライザーの必要性を低減または排除することができます。バリウム含有接種剤は、以下の理由から収縮制御に特に効果的です。
- 凝固の後半まで黒鉛の析出を遅らせる
- 収縮に寄与する膨張黒鉛の量を増やす
- 共晶凝固の温度範囲を狭める
FeSiからFeSiBa(Ba 2~4%)に切り替える鋳造所は通常、 ライザーサイズ要件が30~50%削減 そして、収縮不良率が大幅に低下した。
ダクタイル鋳鉄の特性:球状化率と球状化数
ダクタイル鋳鉄は、マグネシウム処理後に黒鉛核生成サイトを回復させるために接種処理が必要です(マグネシウムは核生成ポテンシャルを低下させます)。一般的な手順:
- 接種前: マグネシウム処理の前に、お玉にFeSiまたはFeSiCaを添加する(0.2~0.4%)
- 接種後: FeSiCaまたはFeSiBa(0.1~0.3%)を流し込みまたは鋳型に添加する。
- 目標とする結節数: ほとんどの用途では150~300個の球状黒鉛塊/mm²、薄肉ダクタイル鋳鉄の場合はそれ以上
- 目標とする結節性: 標準グレードでは85%以上、プレミアム用途では90%以上
厚肉球状黒鉛鋳鉄(断面厚さ100mm以上)の場合、希土類元素を含む接種剤は、凝固速度を遅くすることで球状黒鉛化を維持するのに役立つ。
品質管理:熱分析と微細構造検証
一貫した接種には継続的な検証が必要です。主な品質管理ツール:
- 熱分析: 再加熱(黒鉛析出時の温度上昇)を測定します。再加熱が低いほど、接種効果が高いことを示します。ねずみ鋳鉄の場合、目標過冷却度(ΔT)は5℃未満です。
- 冷え性試験(ウェッジテスト): 標準的なウェッジ鋳造品を断面に切断し、冷却深さを検査する。この迅速な現場試験により、接種効果が確認される。
- 微細構造の検査: 黒鉛の種類(ASTM A247)および球状度(ASTM E2567)の定期的な検証。
- 硬度試験: 断面全体にわたって硬度が均一であることは、接種が良好であり、断面の感受性制御が適切に行われていることを示している。
事例:薄肉ねずみ鋳鉄部品
壁厚4mmの複雑なねずみ鋳鉄部品を鋳造していたポンプメーカーは、チルとハードスポットが原因で25%の不良率を経験しました。標準的なFeSi取鍋接種(0.4%添加)を使用しても、薄片にD/E型黒鉛が見られました。解決策: FeSiSr接種剤と河川接種 0.15%添加時。結果:
- 薄切りにおける冷えの完全除去
- 鋳造全体にわたって均一なA型黒鉛を使用
- 接種剤消費量が40%削減(0.15%対0.4%)
- 拒否率は25%から4%に低下した。
- 加工工具の寿命が3倍に延びた
この事例は、最も高価な接種剤がしばしば間違ったものであることを示している。 適切な接種剤を適切な添加ポイントに より優れた品質をより低コストで提供します。
アプリケーション別推奨事項
鋳造工場での豊富な経験に基づき、実践的な出発点として以下の点を挙げます。
| 応用 | 推奨接種剤 | 加算方法 | 標準的な追加率 |
|---|---|---|---|
| 一般鋳鉄(厚肉部材) | FeSiBa (Ba 1-2%) | お玉または流れ | 0.2~0.4% |
| 薄肉ねずみ鋳鉄(6mm未満) | FeSiSrまたはFeSiBa(Ba 2~4%) | 流し込むか、型に流す | 0.1~0.2% |
| ダクタイル鋳鉄(標準) | FeSiCa + 接種後 | お玉+流れ | 合計で0.3~0.5% |
| ダクタイル鋳鉄(厚肉) | FeSi + RE接種剤 | お玉+型 | 合計で0.4~0.6% |
| 圧縮黒鉛鋳鉄(CGI) | Ti + Ba を含む FeSi | ストリーム | 0.2~0.3% |
接種技術を習得することで、鋳鉄鋳造工場の操業は予測不可能なものから安定したものへ、スクラップ率の高いものから高歩留まりのものへ、機械加工の悩みの種から顧客満足度の高いものへと変化します。黒鉛の形態を理解し、適切な接種剤(FeSi、FeSiBa、FeSiCa、FeSiSr、またはREグレード)を選択し、後期接種技術を導入することで、鋳造工場はチルをなくし、収縮を減らし、高級鋳鉄を特徴づけるA型黒鉛構造を実現できます。Bright Alloysは、幅広い製品群を提供しています。 フェロシリコン接種剤標準FeSiを含む、 FeSiBa(Ba含有量1~6%)FeSiCa、FeSiSr、および希土類グレードを取り揃え、接種工程を最適化するための冶金学的サポートを提供します。