鋳造不良は、スクラップ、再加工、顧客からの返品などで、鋳造工場に年間数百万ドルの損失をもたらします。しかし、多くの欠陥は見た目が似通っており、気孔は収縮のように見えたり、介在物はガス孔と間違えられたりすることがあります。効果的なトラブルシューティングには、体系的なアプローチが必要です。 欠陥を視覚的に特定し、根本原因を突き止め、的を絞った是正措置を実施する。.
この実践ガイドでは、最も一般的な3つの欠陥の種類に焦点を当てます。 多孔性、収縮、および介在物 鉄鋼鋳物に関する視覚的特性、根本原因分析、および実績のある是正措置を提供します。
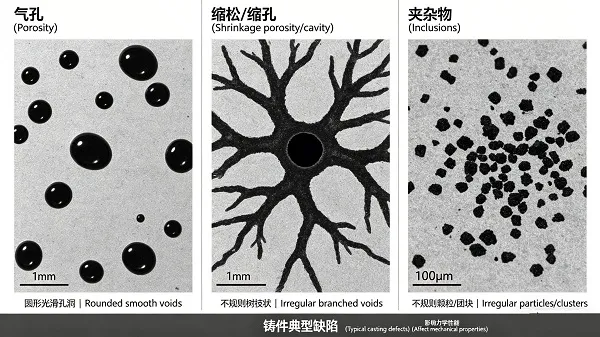
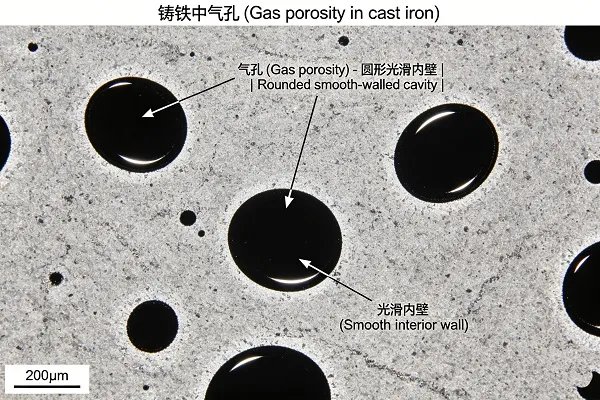
欠陥の種類その1:多孔性(ガス関連)
多孔性とは、凝固過程におけるガス発生によって生じる空隙のことである。金属が凝固するにつれて、ガス(水素、窒素、一酸化炭素、水蒸気)の溶解度が低下し、気泡となって閉じ込められる。
視覚による識別
- 外観: 滑らかな壁面を持つ、丸みを帯びた、または球状の空洞
- 表面: 多くの場合、光沢があるか、わずかに酸化した内装面
- 分布: 通常は鋳造全体に散らばっているか、ホットスポットに集中している
- サイズ: 微細なピンホールから目に見える大きな空洞まで、様々な大きさがあります。
一般的な根本原因
| ガスの種類 | ソース | 典型的な外観 | 主要な是正措置 |
|---|---|---|---|
| 水素(H₂) | 湿った装入材料、耐火物中の水分、油で汚染されたスクラップ、湿度の高い環境 | セクション全体に細かいピンホールが見られる | 装入材料を十分に乾燥させ、炉を予熱し、湿度を制御する。 |
| 窒素(N₂) | 過剰な窒化フェロアロイ、空気混入、コークス中の高窒素 | 小さく丸いピンホールで、しばしば群生している。 | 窒素含有合金を減らし、溶融金属の被覆性を向上させ、低窒素再炭化剤を使用する。 |
| 一酸化炭素(CO) | 不完全な脱酸(鋼)、高酸素含有量、炭素と酸素の反応 | 地下の噴気孔は、しばしば細長く伸びている。 | 脱酸素処理方法を改善し、強力な脱酸素剤(Al、SiCa)を添加し、酸素活性を制御する。 |
是正措置の概要
- 水素多孔性について: 装入材料はすべて乾燥させ、取鍋や工具は予熱し、有機汚染物質を避け、鋼材には不活性ガス(ArまたはN₂)を用いたガスフラッシングを行う。
- 窒素多孔性(ねずみ鋳鉄/球状黒鉛鋳鉄)の場合: 窒素含有再炭化剤の使用を減らし、低窒素炭素発生剤に切り替え、高窒素フェロアロイの使用を避ける。
- CO多孔性(鋼材)の場合: 徹底的な脱酸素処理を徹底する。適切な量のアルミニウムまたはSiMnを添加し、酸素センサーで確認し、カルシウム処理を検討する。
- 一般的なガス多孔度: 溶融金属の被覆を改善して空気との接触を防ぎ、注湯温度を制御し(過熱を避ける)、スムーズな金属の流れを確保するために適切なゲート設計を行う。
欠陥の種類その2:収縮(凝固収縮)
収縮欠陥は、溶融金属が凝固中に収縮し、それを補うのに十分な供給金属がない場合に発生する。気孔とは異なり、収縮空洞は不規則でギザギザした表面を持ち、樹枝状結晶が露出している。
視覚による識別
- 外観: 不規則な形状、角張った形状、または分岐した形状の空洞
- 表面: 粗く、樹枝状で、結晶状の外観(滑らかではない)
- 分布: 最後に固化する領域、すなわち厚い部分、ライザーの下、熱水噴出孔の中心部に集中している。
- 種類: 開放収縮(鋳造表面に現れる収縮)と微小収縮(内部収縮、X線検査または機械加工によって検出される収縮)

一般的な根本原因
- 立ち上がり不足: ライザーが小さすぎる、不適切な場所に設置されている、または給餌が完了する前に凍結してしまう
- 方向性凝固不良: ホットスポットは供給経路から隔離されており、ライザーに向かって温度勾配は発生しない。
- 低接種(鋳鉄): 黒鉛の膨張不良は自己給餌能力を低下させる
- 過熱度が高すぎる: 注ぎ込み温度が高いほど、総収縮量が増加する。
- 合金組成が不適切です。 炭素当量(ねずみ鉄)が低すぎる、または炭化物形成を促進する元素が過剰に存在する
是正措置の概要
- ライザー設計: ライザーのサイズを大きくする、断熱スリーブや発熱材を追加する、重い部材を供給するためにライザーの位置を変更する。
- ゲートの変更: 冷却によって方向性のある凝固を促進し、給餌補助剤を添加し、局所的な高温箇所をなくすように設計変更を行う。
- 接種(ねずみ鋳鉄/ダクタイル鋳鉄): 黒鉛の膨張供給を促進するには、接種量を増やすか、バリウム含有接種剤(FeSiBa)に切り替えてください。特に2~4%のバリウム濃度は、収縮抑制に効果的です。
- 注ぎ口の温度: 鋳造部における過熱度を、実用的な最低限のレベルまで下げてください。
- 構成調整: ねずみ鋳鉄の場合は、炭素当量率を3.9~4.1%に上げる。球状黒鉛鋳鉄の場合は、適切なマグネシウム含有量と炭素当量率を確保する。
欠陥の種類その3:介在物(砂、スラグ、ドロス)
介在物とは、鋳造品の中に閉じ込められた異物であり、鋳型の浸食による砂、溶融物の取り扱いによるスラグ、または表面反応によるドロス(酸化物)などが含まれる。
視覚による識別
- 砂の混入物: 粒状で淡い色(茶色、灰色、または白色)の粒子で、表面付近や隅に集まっていることが多い。
- スラグ介在物: ガラス質で不規則な形状の、暗色または淡色の塊で、多くの場合、縁が丸みを帯びており、通常は鋳造物の上部付近に見られる。
- ドロス/酸化物介在物: 薄く、膜状で、しわのある表面層(多くの場合、暗色または金属光沢)、または内部の折り畳まれた膜

一般的な根本原因
| 包有物の種類 | ソース | 主要な是正措置 |
|---|---|---|
| 砂の混入物 | 乱流金属流による鋳型/コアの浸食、鋳型強度の低下、不適切な突き固め、高い注湯温度 | 乱流を低減する(ゲート設計)、金型硬度を高める、注湯温度を下げる、金型コーティングを施す |
| スラグ介在物 | スラグ除去不良、取鍋内のスラグ被覆不足、再酸化、取鍋へのスラグの持ち越し、ゲート内のスラグ捕捉不良 | スラグ除去方法の改善、スラグ低減取鍋カバーの使用、ゲートシステムへのスラグトラップの設置、セラミックフォームフィルターの使用 |
| ドロス/酸化物介在物 | 溶融金属の空気への曝露、不十分な脱酸(鋼)、低い接種量(鉄)、乱流充填による表面膜の破壊 | 溶融金属の被覆性を向上させ、強力な脱酸剤(鋼鉄の場合はAl、カルシウムシリコン合金、鉄の場合はFeSi)を添加し、ストリーム接種を行い、注湯時の乱流を低減する。 |
是正措置の概要
- 砂の混入物: 乱流のない充填のためにゲートを最適化し(自由落下を避け、テーパー状のランナーを使用する)、金型の硬度を上げ、洗浄またはコーティングを施し、可能であれば注湯温度を下げる。
- スラグ介在物: ゲートシステムにセラミックフォームフィルター(10~30 ppi)を使用する、スラグトラップ(ランナー延長部、渦流トラップ)を設計する、取鍋のスキミングを改善する、スラグ凝集剤を使用する。
- ドロス(鋳鉄片): 接種量を増やす(特にFeSiCaまたはFeSiBaを使用)、溶融被覆率を向上させる、注湯温度を下げる、再酸化を防ぐためにストリーム接種を使用する。
- ドロス(鋼鋳物): 完全な脱酸素処理(AlまたはSiMn + Ca処理)を行い、不活性ガス雰囲気下で注ぎ、発熱性/高温のトッピング材を使用してください。
迅速視覚参照表
製造現場で発生する欠陥の種類を区別するには、この早見表をご利用ください。
| 特性 | ガス多孔度 | 収縮 | 介在物(砂/スラグ) |
|---|---|---|---|
| 空洞の形状 | 丸みを帯びた、球形、滑らか | 不規則、角張った、枝分かれした | 粒状またはガラス状の塊など、様々な形態をとる。 |
| 空洞表面 | 滑らかで、光沢があり、酸化している | 粗い、樹枝状、結晶質 | 該当なし(固体粒子) |
| 分布 | 散在、均一 | ホットスポットに集中 | 表面付近またはゲートエリア |
| 金属組織学 | 樹枝状構造のない丸みを帯びた空隙 | 樹状突起が露出したギザギザの空隙 | 組成の異なる粒子 |
| 一般的な解決策 | 材料を乾燥させ、脱酸素する | ライザー、チル、接種 | フィルター、スキミング、金型品質 |
体系的なトラブルシューティングワークフロー
不具合が発生した場合は、以下の手順に従ってください。
- 欠陥を目視で検査する — 滑らかで丸みを帯びている? → ガス。ギザギザで樹枝状? → 収縮。埋め込まれた粒子? → 介在物。
- 欠陥箇所を特定する — 鋳造品の上部? → スラグまたは収縮。底部または薄い部分? → ガス気孔。厚い部分? → 収縮。
- レビュープロセスパラメータ — 注湯温度、溶融化学組成、接種/脱酸素処理方法、ゲート設計。
- 確認試験を実施する ― 介在物の同定には、熱分析(過冷却)、冷却試験、放射線透過検査、またはSEM/EDSを用いる。
- 是正措置を実施する 一度に1つの変数だけを変更し、テストキャスト実行で結果を確認してください。
事例:多孔性 vs. 収縮の誤診
バルブ本体を製造する鋳造工場で、機械加工後に内部空洞が目視できる不具合により、不良率が15%に達した。当初の診断ではガス気孔が原因とされ、作業員は脱酸処理を強化し、材料を乾燥させたが改善は見られなかった。レントゲン写真の再検査の結果、空洞は樹枝状の表面を持つ不規則な形状であることが判明した。これはガスによるものではなく、典型的な収縮によるものだった。是正措置として、厚肉部に冷却材を追加し、ライザーのサイズを30%拡大した。不良率は3%に低下した。教訓: 正しい識別はトラブルシューティングにおける最初にして最も重要なステップである。.
効果的な欠陥トラブルシューティングは、事後対応型のスクラップ管理を、事前対応型の品質管理へと変革します。欠陥が気孔、収縮、または介在物であるかどうかを体系的に特定し、その根本原因を追跡することで、鋳造工場は、スクラップを削減し、鋳造品の完全性を向上させ、コストを削減する的を絞った是正措置を実施できます。Bright Alloysは、鋳造工場を以下の点でサポートします。 高品質のフェロシリコン接種剤、脱酸合金(Al、SiMn、カルシウムシリコン合金)、およびろ過溶液 これらの一般的な鋳造欠陥を解消するのに役立ちます。