Transformasi grafit kepingan besi kelabu kepada nodul sfera besi mulur memerlukan satu elemen penting: magnesiumNamun, tindak balas ganas magnesium dengan besi cair, keterlarutan yang rendah, dan pudar yang cepat menjadikan rawatan sebagai langkah paling kritikal — dan mencabar — dalam pengeluaran besi mulur. Memilih kaedah yang betul dan mengoptimumkan parameter proses secara langsung menentukan nodulariti, sifat mekanikal, dan kekukuhan tuangan.
Artikel ini membandingkan tiga kaedah rawatan magnesium utama — suntikan penutup tundish, sandwic dan dawai teras — menyediakan panduan praktikal untuk mencapai nodulariti >90% yang konsisten dengan pemulihan optimum dan pudar minimum.
Cabaran Magnesium: Kereaktifan Tinggi, Keterlarutan Rendah
Magnesium mempunyai takat didih 1090°C — jauh di bawah suhu penorehan besi biasa (1400–1500°C). Apabila ditambah kepada besi cair, magnesium akan mengewap serta-merta, menghasilkan pergolakan dan asap yang kuat. Kunci kepada rawatan yang berjaya ialah mengawal tindak balas ganas ini untuk mencapai tahap magnesium baki 0.030–0.045%, mencukupi untuk sferoidisasi tanpa karbida atau kotoran yang berlebihan.
Semua kaedah komersial menggunakan magnesium ferrosilicon (MgFeSi) aloi, biasanya mengandungi 3–10% Mg, bersama-sama dengan nadir bumi (Ce, La) dan kalsium untuk menyederhanakan tindak balas dan meningkatkan nodulariti.
Kaedah 1: Kaedah Sandwic (Konvensional)
Kaedah sandwic kekal sebagai teknik rawatan yang paling banyak digunakan, terutamanya di kilang faundri yang lebih kecil kerana kos modalnya yang rendah.
Penerangan Proses
Aloi MgFeSi diletakkan di dalam poket atau lekukan di bahagian bawah senduk yang direka khas. Poket tersebut ditutup dengan penebuk keluli atau plat keluli untuk melambatkan sentuhan dengan besi cair. Besi diketuk terus ke atas penutup, meleburkannya dan memulakan tindak balas magnesium.
Parameter Lazim
- Pemulihan Mg: 25–45% (sangat berubah-ubah)
- Penambahan MgFeSi: 1.0–1.5% daripada berat leburan (bergantung pada Mg sasaran)
- Kos peralatan: Rendah (senduk khas sahaja)
- Kemahiran pengendali: Sederhana hingga tinggi
- Penjanaan asap: Ketara
- Nodulariti tipikal yang dicapai: 80–90%
Kelebihan
- Pelaburan modal rendah — tiada peralatan khas selain senduk rawatan
- Sesuai untuk saiz kelompok kecil hingga sederhana (100–1000 kg)
- Fleksibel — boleh merawat pelbagai jenis bahan kimia besi
Had
- Pemulihan yang tidak konsisten — variasi kelompok ke kelompok sebanyak ±10% adalah perkara biasa
- Asap dan suar yang tinggi — kebimbangan keselamatan dan alam sekitar
- Kehilangan suhu yang ketara (30–50°C semasa rawatan)
- Tidak sesuai untuk besi rendah sulfur (memerlukan penambahan yang lebih tinggi)
- Tidak sesuai untuk pengeluaran automatik atau volum tinggi
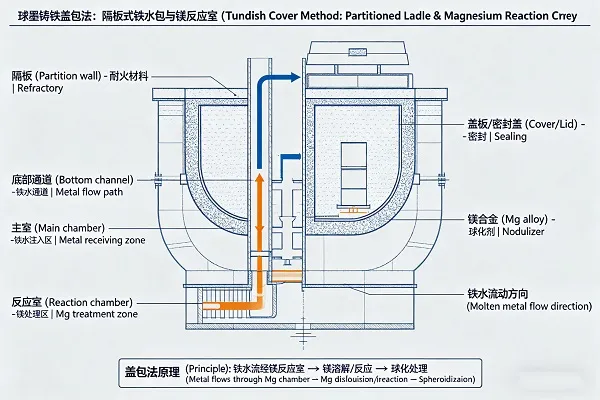
Kaedah 2: Kaedah Penutup Tundish
Kaedah tundish ialah versi teknik sandwic yang diperhalusi, menggunakan senduk berpartisi yang mencipta ruang tindak balas, menawarkan kawalan yang lebih baik dan pemulihan yang lebih tinggi.
Penerangan Proses
Senduk tundish mempunyai dinding tengah yang membahagikan senduk kepada dua petak. MgFeSi diletakkan di dalam petak yang lebih kecil, dan besi cair dituang ke dalam petak yang lebih besar, mengalir melalui dinding ke dalam petak MgFeSi. Ini menghasilkan tindak balas terkawal dengan pergolakan yang kurang berbanding kaedah sandwic.
Parameter Lazim
- Pemulihan Mg: 40–60% (lebih konsisten daripada sandwic)
- Penambahan MgFeSi: 0.8–1.2% daripada berat leburan
- Kos peralatan: Sederhana (senduk tundish khas diperlukan)
- Kemahiran pengendali: Sederhana
- Penjanaan asap: Sederhana
- Nodulariti tipikal yang dicapai: 85–95%
Kelebihan
- Pemulihan Mg yang lebih tinggi dan lebih konsisten berbanding kaedah sandwic
- Mengurangkan asap dan suar
- Kehilangan suhu yang lebih rendah (15–30°C)
- Lebih baik untuk seterika berasaskan sulfur rendah
- Digunakan secara meluas dalam faundri bersaiz sederhana (kelompok 500–2000 kg)
Had
- Kos modal yang lebih tinggi untuk senduk tundish
- Memerlukan reka bentuk dan penyelenggaraan senduk khusus
- Tidak sesuai untuk kelompok yang sangat kecil (< 200 kg)
- Masih mempunyai variasi kelompok ke kelompok yang ketara berbanding dawai teras
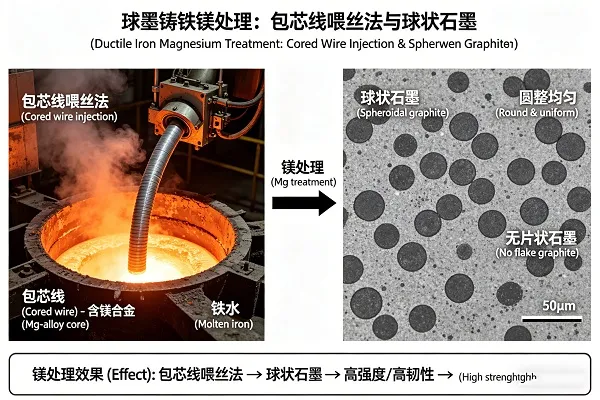
Kaedah 3: Suntikan Wayar Berteras (Kaedah Moden)
Suntikan dawai berteras mewakili kaedah paling canggih dari segi teknologi, menawarkan ketepatan, konsistensi dan automasi untuk pengeluaran besi mulur volum tinggi.
Penerangan Proses
Serbuk MgFeSi dikapsulkan dalam sarung keluli (wayar berteras) dan dimasukkan secara berterusan ke dalam besi cair melalui tombak. Dawai tersebut cair di bawah permukaan, melepaskan magnesium terus ke dalam tab mandi dengan asap minimum dan kecekapan maksimum.
Parameter Lazim
- Pemulihan Mg: 50–75% (paling konsisten)
- Penambahan dawai MgFeSi: 0.5–0.9% bersamaan dengan berat leburan
- Kos peralatan: Tinggi (pengumpan dawai + tombak)
- Kemahiran pengendali: Rendah (automatik)
- Penjanaan asap: Minimal
- Nodulariti tipikal yang dicapai: 90–98%
Kelebihan
- Pemulihan tertinggi dan paling konsisten — variasi < ±3%
- Kawalan Mg yang tepat — sasaran baki Mg dalam lingkungan 0.005%
- Asap dan suar minimum — operasi yang lebih selamat dan bersih
- Kehilangan suhu terendah (5–15°C)
- Boleh diautomasikan sepenuhnya — berintegrasi dengan sistem kawalan proses
- Berfungsi dengan sebarang saiz kelompok — dari 100 kg hingga 50 tan
- Terbaik untuk seterika berasaskan sulfur rendah
Had
- Pelaburan modal yang lebih tinggi untuk sistem pengumpan dawai dan lance
- Memerlukan kualiti wayar dan penentukuran sistem suapan yang konsisten
- Kos guna habis berterusan untuk wayar (diimbangi oleh kadar tambahan yang lebih rendah)
- Mungkin memerlukan latihan pengendali untuk kedalaman lance dan kadar suapan yang optimum

Jadual Ringkasan Perbandingan
| Parameter | Kaedah Sandwic | Kaedah Tundish | Suntikan Wayar Berteras |
|---|---|---|---|
| Pemulihan Mg (%) | 25–45% | 40–60% | 50–75% |
| Konsistensi Pemulihan | Lemah (±10%) | Sederhana (±5%) | Cemerlang (±3%) |
| Kadar Penambahan MgFeSi | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Kehilangan Suhu (°C) | 30–50°C | 15–30°C | 5–15°C |
| Penjanaan Asap | Tinggi | Sederhana | Minimal |
| Kos Modal | Rendah | Sederhana | Tinggi |
| Kesesuaian Saiz Kelompok | 100–1000 kg | 500–2000 kg | Mana-mana (100–50,000 kg) |
| Nodulariti Lazim | 80–90% | 85–95% | 90–98% |
| Potensi Automasi | Tiada | Terhad | Penuh |
Memahami Pudar: Perlumbaan Melawan Masa
Pudar magnesium — kehilangan magnesium sisa secara progresif akibat tindak balas dengan sulfur, oksigen dan sanga — bermula sejurus selepas rawatan. Pudar mengikuti pereputan eksponen yang boleh diramal:
- 5 minit pertama: Kehilangan 10–15% Mg
- 5–10 minit: tambahan 5–10% kehilangan
- 10–15 minit: tambahan 3–5% kehilangan
Implikasi kritikal: Untuk mengekalkan nodulariti >90%, tuangan hendaklah disiapkan dalam tempoh 10–12 minit rawatan. Melebihi 15 minit, nodulariti boleh menurun di bawah 80% tanpa mengira tahap Mg awal.
Strategi mitigasi pudar:
- Gunakan besi bes sulfur rendah (<0.02% S) untuk meminimumkan kehilangan Mg kepada pembentukan MgS
- Pastikan penutup sanga tebal dan asas (CaO/SiO₂ > 2.0)
- Tambah pasca-inokulasi (FeSiCa atau FeSiBa) pada 0.1–0.3% selepas rawatan Mg untuk memulihkan tapak nukleasi (magnesium memusnahkan nukleus grafit)
- Minimumkan masa penahanan antara rawatan dan penuangan
- Suntikan dawai teras membolehkan penambahan Mg kemudian, mengurangkan jumlah masa pegangan
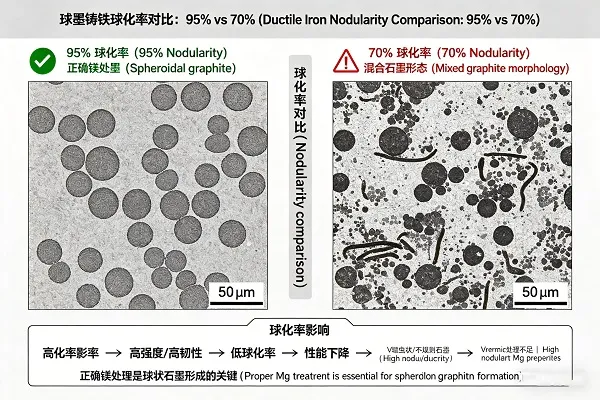
Sasaran Magnesium Sisa dan Nodulariti
Hubungan antara Mg sisa dan nodulariti bergantung pada ketebalan keratan, sulfur bes dan kandungan nadir bumi. Garis panduan umum:
| Mg Sisa (%) | Nodulariti yang Dijangka | Kesesuaian Aplikasi |
|---|---|---|
| 0.020–0.025% | 50–70% (campuran/vermikular) | CGI (besi grafit yang dipadatkan), bukan mulur |
| 0.030–0.035% | 80–90% | Minimum untuk besi mulur, mencukupi untuk bahagian berat |
| 0.035–0.045% | 90–95% | Julat besi mulur standard — sasaran untuk kebanyakan aplikasi |
| 0.045–0.055% | 95–98% | Besi mulur premium, bahagian nipis, keperluan nodulariti yang tinggi |
| >0.060% | 95–98% + karbida | Rawatan berlebihan — risiko kesejukan, kemuluran berkurangan, peningkatan kotoran |
Julat optimum: 0.035–0.045% baki Mg mengimbangi nodulariti (>90%) terhadap risiko dan kos karbida.
Keperluan Besi Asas untuk Rawatan yang Berjaya
Terlepas dari kaedah rawatan, kualiti zat besi asas menentukan kejayaan:
- Sulfur: Mesti <0.02% sebelum rawatan Mg. S yang tinggi menggunakan Mg sebagai MgS, sekali gus mengurangkan nodulariti. Gunakan penyahsulfuran (CaC₂, CaO atau abu soda) jika S bes melebihi 0.025%.
- Setara karbon: 4.2–4.4% optimum. CE yang lebih rendah meningkatkan kecenderungan karbida; CE yang lebih tinggi menyebabkan pengapungan grafit.
- Fosforus: <0.05% — P yang tinggi menyebabkan kerapuhan.
- Titanium dan kromium: Minimumkan — ini adalah promoter karbida yang mengatasi magnesium.
Menyelesaikan Masalah Kecacatan Besi Mulur Biasa
Nodulariti Rendah (<80%)
- Punca-punca yang mungkin: Mg baki rendah, sulfur bes tinggi (>0.02%), pudar berlebihan, nadir bumi yang tidak mencukupi
- Penyelesaian: Tingkatkan penambahan MgFeSi, pra-nyahsulfurisasi besi asas, kurangkan masa pegangan, tambah MgFeSi galas semula
Pembentukan Karbida (Sejuk)
- Punca-punca yang mungkin: Rawatan berlebihan (Mg >0.055%), inokulasi rendah, setara karbon rendah, penyejukan pantas dalam bahagian nipis
- Penyelesaian: Kurangkan penambahan Mg, tingkatkan pasca-inokulasi (FeSiCa), laraskan CE ke atas (4.3-4.4%), gunakan Inokulan FeSiSr untuk bahagian nipis
Keliangan Pengecutan
- Punca-punca yang mungkin: Pengembangan grafit yang tidak mencukupi disebabkan oleh kiraan nodul yang rendah, pemakanan yang lemah, Mg yang berlebihan
- Penyelesaian: Tingkatkan pasca-inokulasi (terutamanya FeSiBa), optimumkan peningkatan, kurangkan baki Mg kepada 0.035-0.040%
Contoh Kes: Menukar daripada Sandwic kepada Cored Wire
Sebuah kilang Faundri bersaiz sederhana yang menghasilkan 15,000 tan/tahun komponen besi mulur (kurungan automotif dan perumah pembeza) bergelut dengan nodulariti yang tidak konsisten (78–92%) dan penolakan 8% disebabkan oleh nodulariti dan karbida yang rendah. Menggunakan kaedah sandwic dengan penambahan 1.2% MgFeSi, baki Mg berbeza-beza dari 0.028% hingga 0.052%.
Selepas menukar kepada suntikan dawai teras dengan dawai MgFeSi (6% Mg) pada penambahan setara 0.7%, hasilnya dramatik:
- Mg sisa distabilkan pada 0.038–0.042% (variasi <±0.003%)
- Nodulariti secara konsisten >92% (purata 95%)
- Kadar penolakan menurun daripada 8% kepada 1.5%
- Penggunaan MgFeSi berkurangan 35% (setara 1.2% kepada 0.78%)
- Penjimatan tahunan: $210,000 dalam Aloi + $180,000 dalam skrap yang dikurangkan
- Tempoh bayaran balik untuk pengumpan dawai: 4 bulan
Cadangan melalui Permohonan
| Skala Pengeluaran | Kaedah yang Disyorkan | Rasional Utama |
|---|---|---|
| Faundri kecil (<1000 tan/tahun) | Sandwic atau Tundish | Pelaburan modal yang rendah, mencukupi untuk keperluan kualiti yang sederhana |
| Pengecoran sederhana (1000–5000 tan/tahun) | Dawai Tundish atau Berbiji | Tundish menawarkan penambahbaikan yang baik berbanding sandwic; dawai berteras memberikan konsistensi dan penggunaan Aloi yang lebih rendah |
| Pengecoran besar (>5000 tan/tahun) | Wayar Berteras | Ketekalan unggul, kos Aloi terendah, automasi, asap minimum, nodulariti tertinggi |
| Tuangan keratan nipis (<6 mm) | Inokulasi Wayar Berteras + FeSiSr | Kawalan Mg yang tepat menghalang karbida; Inokulan Sr meningkatkan rintangan sejuk |
| Tuangan keratan berat (>100 mm) | Wayar Berteras + MgFeSi galas semula | Pengekalan Mg yang lebih tinggi diperlukan untuk pemejalan yang lama; RE memperlahankan pudar |
Nodulariti yang konsisten dalam besi mulur memerlukan pendekatan yang sistematik: pilih kaedah rawatan magnesium yang betul untuk keperluan skala dan kualiti anda, kekalkan kawalan besi asas yang ketat (terutamanya sulfur), laksanakan pasca-inokulasi yang mantap, dan pantau baki Mg dan masa pudar. Bagi kebanyakan faundri sederhana hingga besar, suntikan dawai teras menawarkan kombinasi pemulihan, konsistensi, nodulariti dan jumlah kos terbaik — walaupun kaedah tundish kekal sebagai peningkatan yang berdaya maju bagi mereka yang tidak dapat melabur dalam peralatan penyuapan dawai. Bright Alloys membekalkan Aloi MgFeSi (3-10% Mg, dengan nadir bumi), wayar berteras dan inokulan ferosilikon untuk rawatan selepas rawatan, disokong oleh sokongan metalurgi bagi mengoptimumkan amalan besi mulur anda.