



FeSiBa Inoculant 2-4% Ba – Extended Fade Resistance for Heavy Castings
Barium ferrosilicon with 2-4% Ba content. Designed for large-section ductile iron castings where prolonged inoculation effect is critical.
| Main Composition | Si 70-75%, Ba 2-4%, Al 1.0-1.5%, Ca 1.0-1.5%, Fe balance |
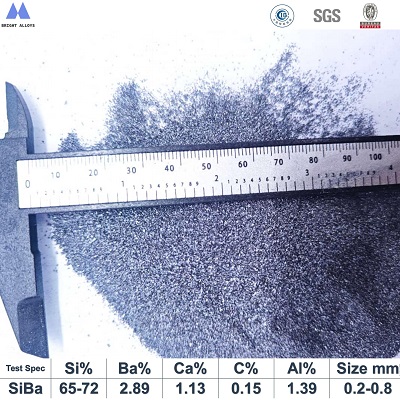
| Form | Lumps (5-50mm), Granules (1-7mm, 0.2-1mm), Custom sizes |
| Application | Heavy-section ductile iron, wind turbine castings, large valve bodies |
| Standard | GB/T 2272-2020, ASTM A700 |
FeSiBa Inoculant (Ba 2-4%) – High-Performance Bearing Inoculant
This high-barium ferrosilicon (2-4% Ba) is a premium inoculant engineered for demanding ductile and gray iron foundries. Barium, with its high boiling point, creates a micro-zonal enrichment in the molten iron, significantly prolonging the graphitization effect and delaying inoculation fade. Compared to standard FeSi or low-barium grades, this alloy is specifically formulated to address graphite degeneration and mechanical property inconsistencies in heavy-section castings with extended solidification times.
Core Advantages & Technical Features
- Superior Fade Resistance (Ba 2-4%): The controlled release of barium ensures consistent graphitization for up to 30 minutes or more after treatment. This "long memory" effect is critical for large castings like wind turbine hubs and heavy machine frames where pouring times are long.
- Increased Nodule Count: Promotes the formation of numerous, small, and well-formed graphite nodules, leading to improved ductility, tensile strength, and machinability.
- Effective Chill Reduction: Strongly reduces or eliminates carbides (ledeburite) in thin sections or areas with rapid cooling, minimizing hard spots and the risk of cracking.
- Improved Section Uniformity: Minimizes microstructural variation between the center and the edge of thick castings, ensuring consistent mechanical performance throughout.
- Customizable Sizing: Precise particle size distribution tailored to your inoculation method—ladle, stream, or wire feeding—ensuring optimal dissolution and recovery.
Note: This product is non-radioactive and complies with REACH and RoHS environmental standards.
Technical Specifications – Inoculant Grades (FeSiBa & FeSi)
Below is the chemical composition of our FeSiBa 1-2% (highlighted) compared with other common inoculant grades. Custom compositions are always available.
Chemical Composition (Typical Values, % by weight)
| Grade / Designation | Si (%) | Ba (%) | Al (%) | Ca (%) | Fe & Others |
|---|---|---|---|---|---|
| FeSiBa 2-4% Ba | 70-75 | 2.0-4.0 | 1.0-1.5 | 0.6-3.0 | Balance |
| FeSiBa 1-2% Ba | 70-75 | 1.0-2.0 | 1.0-1.5 | 0.6-3.0(customizable) | Balance |
| FeSiBa 4-6% Ba | 65-70 | 4.0-6.0 | 1.0-1.5 | 1.0-3.0(customizable) | Balance |
| FeSi 72% | 72-75 | – | ≤1.5 | ≤1.0 | Balance |
| FeSi 74% | 74-75 | – | ≤1.5 | 0.5-1.5 | Balance |
| FeSi 75% | 75-78 | – | ≤1.5 | ≤0.5-1.5 | Balance |
Physical & Thermal Properties
| Property | Typical Value / Range | Remarks |
|---|---|---|
| Melting Range (Solidus/Liquidus) | 1200°C - 1350°C (2192°F - 2462°F) | Barium addition slightly lowers the melting point compared to standard FeSi |
| Specific Gravity (Density at 20°C) | 3.2 - 3.5 g/cm³ | Slightly lighter than standard FeSi, aiding dispersion in the melt |
| Bulk Density | Approx. 1.8 - 2.2 g/cm³ (112 - 137 lbs/ft³) | Varies with specific particle size distribution |
| Thermal Expansion Coefficient (20-1000°C) | ~10.5 × 10⁻⁶ /K | – |
| Microstructure | FeSi₂ + BaSi₂ Eutectic Phases | Barium is uniformly distributed as silicides |
Available Particle Sizes (Customizable)
- Late / Stream Inoculation: 0.2-0.8mm,0.1-1mm, 0.5-1.5mm (High flowability, dust-free).
- Wire Feeding: 0.5-3mm (Consistent fill for cored wire).
- In-mold / Sprue Inoculation: 1-3mm, 3-8mm.
Processing Note: Manufactured using controlled casting or water granulation techniques to ensure homogeneous composition, minimal segregation, and reduced fines content.
Key Applications & Recommended Addition Rates
FeSiBa 2-4% is the preferred inoculant for critical castings where consistent performance is non-negotiable:
- Heavy Ductile Iron Castings: Wind turbine hubs, mainframes, and bases where section thickness exceeds 100mm (4 inches).
Typical Addition: 0.6% - 1.2% of melt weight (depending on base sulfur and magnesium levels). - Heavy Machinery & Rolling Mills: Large press frames, machine tool beds, and rolling mill stands requiring uniform hardness and freedom from internal porosity.
- ADI (Austempered Ductile Iron) Castings: Provides a more uniform as-cast structure, leading to more predictable results during the austempering heat treatment process.
- Ingot Molds & Stools (Steel Industry): Enhances thermal shock resistance and extends the service life of foundry consumables.
- Complex Thin-Wall Castings: Effectively eliminates carbides in rapidly solidifying thin sections, ensuring machinability and pressure tightness.
- Large Sand-Cast Gray Iron: Improves tensile strength and reduces section sensitivity in castings like engine blocks and large housings.
Note: Optimal addition rates depend on the base iron composition (especially S and O), target microstructure, and pouring conditions. We recommend preliminary trials to fine-tune the dosage.
Packaging & Logistics – FeSiBa 2-4%
Packaging Options
- 1‑ton Jumbo Bags: Standard for bulk orders.
- 25kg / 50kg Bags: For foundries with smaller consumption.
- Custom Packaging: Moisture-proof liners, big bags with pallets.
Logistics Information
| Parameter | Details |
|---|---|
| Minimum Order Quantity | 20 metric tons (trial orders possible) |
| Lead Time | 15-20 days after confirmation |
| Port of Loading | Tianjin, Shanghai, Qingdao |
| Shipping Options | FOB, CIF, CFR, DAP |
Download Center
FAQ – FeSiBa 2-4% Inoculant
Is it possible to entrust a third-party inspection to check the quality before shipment? +
Certainly, we support third-party inspections by internationally recognized quality inspection agencies such as SGS and BV to verify product quality before shipment. The inspection covers product appearance, weighing, dimensions, and chemical composition analysis. The entire inspection process will be documented with photos and written records, which will be provided to you together with the final inspection report. This ensures you have no concerns regarding product quality.
How does Ba 2-4% provide longer fade resistance than lower grades?+
Barium has a lower vapor pressure and higher boiling point than other elements like calcium or strontium. This means it creates stable, Ba-rich silicide phases that dissolve more slowly in the molten iron. This "slow-release" mechanism continuously provides graphitizing nuclei over an extended period, counteracting the natural tendency of the inoculation effect to fade. The 2-4% range is the "sweet spot" for balancing immediate nucleation with long-term fade resistance.
What is the ideal base sulfur level for using this inoculant?+
FeSiBa inoculants perform exceptionally well in irons with a base sulfur content between 0.008% and 0.015%. Barium has a strong affinity for sulfur, helping to form stable MnS-BaS complexes that act as excellent graphite nucleation substrates. For very low sulfur irons (<0.005%), its performance is still superior to standard FeSi, but the fading mechanism changes; we can advise on process adjustments if needed.
Can FeSiBa 2-4% be used in thin-wall castings, or is it only for heavy sections?+
While it excels in heavy sections due to its fade resistance, it is also highly effective in complex, thin-wall castings. In such applications, its primary role shifts to eliminating carbides (chill) at the edges and corners, ensuring the casting is fully ferritic or pearlitic as desired and preventing machining issues. For purely thin-wall work, a slightly finer particle size (e.g., 0.2-0.8mm) is recommended.
What is the difference between FeSiBa and FeSiZr (Zirconium) inoculants?+
Both are "complex" inoculants used for fade resistance. Zirconium is very effective at controlling the harmful effects of nitrogen and promoting ferritic structures. Barium, on the other hand, is more focused on providing extended graphitization power and increasing nodule count. Barium is often preferred for its cost-effectiveness in very large castings, while Zirconium might be chosen for specific nitrogen-related porosity issues.
How should this product be stored?+
Although less hygroscopic than some other inoculants (like rare earths), it should be stored in a dry environment, preferably indoors, to prevent surface oxidation. Keep in original sealed bags or jumbo bags. If stored in bulk for extended periods, it is advisable to re-dry or test before use, especially for fine-grained material used in automatic feeding systems, to prevent clogging.
Why Choose Our FeSiBa Inoculant
20+ Years Experience
Specialized in ferroalloy production with deep industry knowledge
Strict Quality Control
Every batch tested to ensure consistent composition and performance
Global Delivery
Reliable logistics network ensuring timely delivery worldwide
Quality & Production Showcase
Explore our quality control process, production facilities, and customer interactions
Different Inoculants and Mold-Powders Comparison
Loading product overview...
Related Products

Ferro Silicon Inoculant
Si 72-76%,Al 0.3-1.5%,Ca 0.5-1.5%,Mn≤0.4% and customizable chemistries with particle (0.2-1mm,0.2-0.8mm,1-3mm,3-8mm)options.
View Details
Ferro Silicon Barium Mold Powder
Barium 1-2%,2-3%,Calcium 1-3% available in 0-0.3mm more sizes.
View Details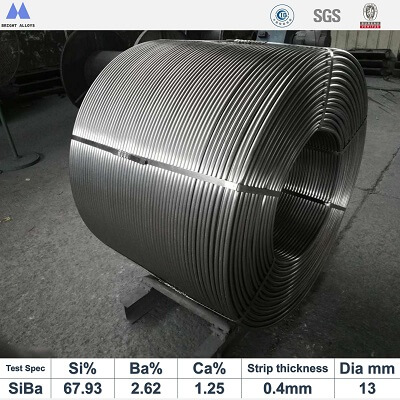
Inoculant Coredwire
FeSi Based Si 65-72%,Ba 1-4%,Ca 0.8-2%,Al ≤1.5% (customizable for specific iron types).
View DetailsReady to Order or Need More Information?
Contact our technical sales team for pricing, samples, or application advice tailored to your specific needs.
Contact Us Today