Дефекты литья ежегодно обходятся литейным заводам в миллионы долларов в виде брака, переделок и возвратов продукции клиентам. Однако многие дефекты имеют схожие признаки — пористость может имитировать усадку, а включения можно ошибочно принять за газовые отверстия. Эффективное устранение неполадок требует систематического подхода: Визуально выявить дефект, определить его первопричину, а затем предпринять целенаправленные корректирующие действия..
В этом практическом руководстве рассматриваются три наиболее распространенных семейства дефектов — пористость, усадка и включения — предоставление визуальных характеристик, анализа первопричин и проверенных мер по устранению проблем с чугунными и стальными отливками.
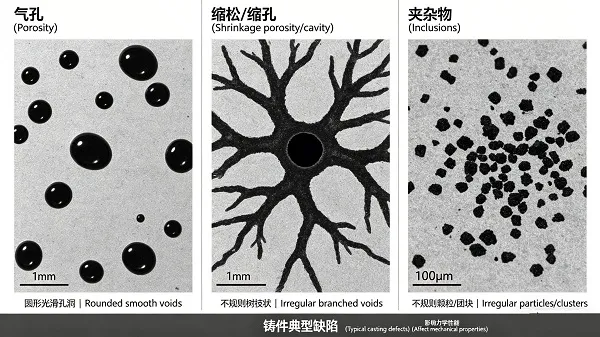
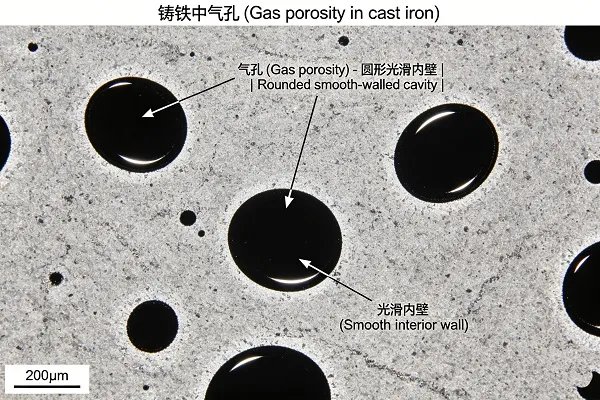
Семейство дефектов № 1: Пористость (связанная с газом)
Пористость — это пустоты, образующиеся в результате выделения газов во время затвердевания. Газы (водород, азот, оксид углерода, пар) становятся менее растворимыми по мере затвердевания металла и образуют пузырьки, которые оказываются запертыми внутри.
Визуальная идентификация
- Появление: Гладкие стенки, округлые или сферические полости
- Поверхность: Часто внутренние поверхности блестящие или слегка окисленные.
- Распределение: Обычно рассеяны по всей отливке или сконцентрированы в горячих точках.
- Размер: Размеры могут варьироваться от микроскопических отверстий до крупных видимых полостей.
Общие первопричины
| Тип газа | Источник | Типичный внешний вид | Основные корректирующие действия |
|---|---|---|---|
| Водород (H₂) | Влажные загружаемые материалы, влага в огнеупорных материалах, загрязненный маслом лом, влажная среда | По всей секции имеются мелкие точечные отверстия. | Тщательно высушите загружаемые материалы, предварительно нагрейте печь, контролируйте влажность. |
| Азот (N₂) | Избыток азотированных ферросплавов, попадание воздуха, высокое содержание азота в коксе. | Маленькие круглые отверстия, часто расположенные группами. | Снизить содержание азотсодержащих сплавов, улучшить покрытие расплава, использовать науглероживающие материалы с низким содержанием азота. |
| Оксид углерода (CO) | Неполное раскисление (стали), высокое содержание кислорода, реакция между углеродом и кислородом. | Подземные воронки, часто вытянутые | Улучшить процесс раскисления, добавить сильные раскислители (Al, SiCa), контролировать активность кислорода. |
Краткое описание корректирующих действий
- Для определения водородной пористости: Все загружаемые материалы следует тщательно высушить, разогреть ковши и инструменты, избегать органических загрязнений, для обработки стали использовать продувку инертным газом (Ar или N₂).
- Для определения пористости азота (серый/ковкий чугун): Сократите использование азотсодержащих науглероживающих материалов, перейдите на низкоазотистые углеродистые концентраторы, избегайте высокоазотистых ферросплавов.
- Для определения пористости CO (сталь): Обеспечьте тщательное удаление окисления — добавьте достаточное количество алюминия или SiMn, проверьте с помощью кислородного датчика, рассмотрите возможность обработки кальцием.
- Общая газовая пористость: Улучшить покрытие расплава для предотвращения контакта с воздухом, контролировать температуру заливки (избегать чрезмерного перегрева), обеспечить правильную конструкцию литниковой системы для плавного потока металла.
Семейство дефектов №2: Усадка (сжатие при затвердении)
Дефекты усадки возникают, когда жидкий металл сжимается во время затвердевания, и для компенсации этого сжатия недостаточно исходного металла. В отличие от пористости, усадочные полости имеют неровные, зазубренные поверхности с обнаженными дендритами.
Визуальная идентификация
- Появление: Неправильные, угловатые или разветвленные полости
- Поверхность: Шероховатая, дендритная, кристаллическая структура (не гладкая).
- Распределение: Концентрация наблюдается в зонах, затвердевающих последними — в массивных участках под стояками, в тепловых центрах.
- Типы: Открытая усадка (видимая на поверхности отливки) и микроусадка (внутренняя, обнаруживаемая с помощью рентгенографии или механической обработки).

Общие первопричины
- Недостаточный подъем: Слишком маленькие, неправильно установленные или замерзшие до завершения кормления.
- Плохая направленная кристаллизация: Зоны перегрева изолированы от путей подачи питания, отсутствует температурный градиент в направлении стояков.
- Низкая концентрация инокулята (чугун): Недостаточное расширение графита снижает способность к самоподаче.
- Чрезмерный перегрев: Повышение температуры заливки увеличивает общий объем усадки.
- Неверный состав сплава: Слишком низкий углеродный эквивалент (серый чугун) или избыток элементов, способствующих образованию карбидов.
Краткое описание корректирующих действий
- Конструкция подставки: Увеличьте диаметр стояка, добавьте изоляционные муфты или экзотермические материалы, переместите стояки для подачи тяжелых секций.
- Модификация стробирующего сигнала: Используйте охлаждающие вещества для направленного затвердевания, добавьте вспомогательные вещества для подачи продукта, перепроектируйте конструкцию, чтобы устранить отдельные очаги перегрева.
- Инокуляция (серый/ковкий чугун): Для улучшения подачи графита при расширении увеличьте уровень инокуляции или перейдите на инокулянт, содержащий барий (FeSiBa). Уровни бария 2-4% особенно эффективны для снижения усадки.
- Температура заливки: Для литейного цеха следует снизить перегрев до минимально возможного уровня.
- Коррекция композиции: Для серого чугуна увеличьте содержание углеродного эквивалента до 3,9–4,1%; для высокопрочного чугуна обеспечьте надлежащий уровень магния и углеродного эквивалента.
Семейство дефектов №3: Включения (песок, шлак, шлак)
Включения — это посторонние материалы, попавшие в отливку: песок от эрозии формы, шлак от обработки расплава или шлак (оксиды) от поверхностных реакций.
Визуальная идентификация
- Включения песка: Зернистые частицы светлого цвета (коричневого, серого или белого цвета), часто скапливающиеся вблизи поверхностей или в углах.
- Включения шлака: Стекловидные, неправильной формы, тёмные или светлые массы, часто с закруглёнными краями, обычно расположенные в верхней части отливки.
- Включения шлака/оксидов: Тонкие, пленочные, морщинистые поверхностные слои (часто темные или с металлическим блеском) или внутренние складчатые пленки.

Общие первопричины
| Тип включения | Источник | Основные корректирующие действия |
|---|---|---|
| Песчаные включения | Эрозия формы/стержня из-за турбулентного потока металла, низкая прочность формы, неправильная трамбовка, высокая температура заливки. | Снижение турбулентности (конструкция литниковой системы), повышение твердости формы, использование более низкой температуры заливки, нанесение покрытий на форму. |
| Включения шлака | Плохое удаление шлака, недостаточное покрытие шлаком ковша, повторное окисление, перенос шлака из ковша, неадекватное улавливание шлака в литниковом канале. | Улучшить методы скиммирования, использовать шлакосберегающие крышки для ковшей, установить шлакоуловители в системе литников, использовать керамические поролоновые фильтры. |
| Включения шлака/оксида | Воздействие расплава на воздух, недостаточное раскисление (сталь), низкая концентрация инокулянта (железо), турбулентное заполнение, разрушающее поверхностные пленки. | Улучшить покрытие расплава, добавить сильные раскислители (Al, кальциево-кремниевый сплав для стали; FeSi для железа), использовать инокуляцию потоком, уменьшить турбулентность при заливке. |
Краткое описание корректирующих действий
- Включения песка: Оптимизируйте литниковую систему для нетурбулентного заполнения (избегайте свободного падения, используйте конические литники), повысьте твердость формы, нанесите смыв или покрытие, по возможности снизьте температуру заливки.
- Включения шлака: Используйте керамические поролоновые фильтры в системе литников (10–30 ppi), спроектируйте шлакоуловители (удлинение литника, вихревые ловушки), улучшите очистку ковша от шлака, используйте коагулянты для шлака.
- Шлак (железное литье): Увеличьте количество инокулята (особенно FeSiCa или FeSiBa), улучшите покрытие расплава, снизьте температуру заливки, используйте инокуляцию потоком для предотвращения повторного окисления.
- Шлак (стальное литье): Обеспечьте полное удаление окисления (обработка Al или SiMn + Ca), залейте под защитным слоем инертного газа, используйте экзотермические/горячие присадки.
Быстрая визуальная справочная таблица
Воспользуйтесь этой краткой справочной таблицей, чтобы различать типы дефектов в цеху:
| Характерный | Газовая пористость | Усадка | Включения (песок/шлак) |
|---|---|---|---|
| Форма полости | Закругленный, сферический, гладкий | Неправильной формы, угловатый, разветвленный | Переменные — зернистые или стекловидные массы |
| Поверхность полости | Гладкая, блестящая, окисленная | Шероховатый, дендритный, кристаллический | Неприменимо (твердые частицы) |
| Распределение | Разрозненные, однородные | Концентрированы в горячих точках | Вблизи поверхностей или в зонах ворот |
| Металлография | Округлые пустоты без дендритов. | Зазубренные пустоты с обнаженными дендритами | Частицы с различным составом |
| Распространенное решение | Высушить материалы, удалить окисление | Подставки, охлаждение, инокуляция | Фильтры, скимминг, качество плесени |
Систематический рабочий процесс устранения неполадок
При обнаружении дефекта выполните следующие действия:
- Визуально осмотрите дефект. — Гладкая и округлая? → Газ. Зазубренная и дендритная? → Усадка. Встроенные частицы? → Включение.
- Найдите дефект — Верхняя часть отливки? → Шлак или усадка. Нижняя часть или тонкие участки? → Газовая пористость. Толстые участки? → Усадка.
- Проверка параметров процесса — Температура заливки, химический состав расплава, методы инокуляции/раскисления, конструкция литниковой системы.
- Провести подтверждающие тесты — Термический анализ (переохлаждение), тест на охлаждение, рентгенография или СЭМ/ЭДС для идентификации включений.
- Принять корректирующие меры — Изменяйте по одной переменной за раз, проверяйте результаты с помощью пробного литья.
Пример из практики: Неправильная диагностика пористости и усадки
На литейном заводе, производящем корпуса клапанов, наблюдался 15% брака из-за внутренних полостей, видимых после механической обработки. Первоначальный диагноз предполагал газовую пористость; операторы увеличили степень раскисления и сушки материалов, но это не улучшило ситуацию. Повторное исследование рентгеновских снимков показало, что полости имеют неправильную форму с дендритными поверхностями — классическая усадка, а не газ. Корректирующие действия: добавление охладителей к тяжелым секциям и увеличение диаметра стояка на 30%. Процент брака снизился до 3%. Вывод: Правильная идентификация — это первый и наиболее важный шаг в устранении неполадок..
Эффективное устранение дефектов превращает реактивное управление браком в проактивный контроль качества. Систематически определяя, является ли дефект пористостью, усадкой или включениями, и выявляя его первопричину, литейные предприятия могут внедрять целенаправленные корректирующие действия, которые сокращают брак, улучшают целостность отливок и снижают затраты. Компания Bright Alloys оказывает поддержку литейным предприятиям в следующих областях: высококачественные ферросилициевые инокулянты, раскислительные сплавы (Al, SiMn, кальциево-кремниевый сплав) и фильтрационные растворы чтобы помочь устранить эти распространенные дефекты литья.