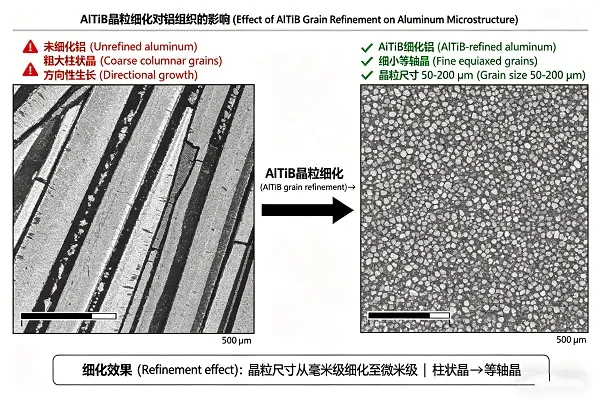
การปรับขนาดเกรนเป็นหนึ่งในเครื่องมือทางโลหะวิทยาที่มีประสิทธิภาพคุ้มค่าที่สุดสำหรับผู้ผลิตแท่งอลูมิเนียม การเติม โลหะผสมหลัก Al-Ti-B (โดยทั่วไปคือ AlTi5B1 หรือ AlTi3B3) จะเปลี่ยนโครงสร้างผลึกหยาบแบบแท่งให้เป็นโครงสร้างผลึกละเอียดแบบทรงกลม ซึ่งช่วยปรับปรุงคุณสมบัติทางกลอย่างมาก ลดการแตกร้าวขณะร้อน และเพิ่มประสิทธิภาพในการแปรรูปขั้นต่อไป อย่างไรก็ตาม โรงงานหลอมโลหะหลายแห่งไม่สามารถใช้ประโยชน์จากศักยภาพของการปรับปรุงโครงสร้างผลึกได้อย่างเต็มที่ เนื่องจากเทคนิคการเติมสารที่ไม่เหมาะสม การกวนที่ไม่เพียงพอ หรือการมองข้ามผลกระทบจากการลดความเข้มข้นของสาร
บทความนี้เป็นคู่มือเชิงปฏิบัติสำหรับการเพิ่มประสิทธิภาพการปรับขนาดเกรนด้วยโลหะผสมหลัก Al-Ti-B โดยครอบคลุมถึงการเลือก การเติมส่วนผสมอย่างเหมาะสม การจัดการการลดลงของประสิทธิภาพ และการปรับปรุงคุณสมบัติที่เกิดขึ้น ซึ่งคุ้มค่ากับโลหะผสมหลักทุกกิโลกรัมที่เติมเข้าไป
เหตุใดการขัดสีธัญพืชจึงมีความสำคัญ
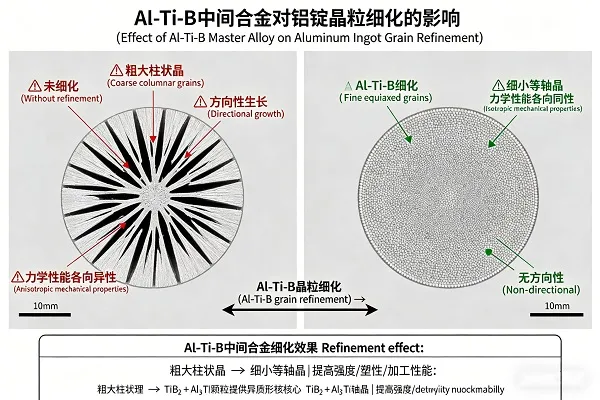
อะลูมิเนียมที่ยังไม่ผ่านการขัดเกลาจะแข็งตัวเป็นผลึกทรงแท่งขนาดใหญ่ที่เติบโตไปในทิศทางเดียวจากผนังแม่พิมพ์ โครงสร้างนี้มีข้อเสียหลายประการ:
- คุณสมบัติทางกลไม่ดี: เม็ดเกรนขนาดใหญ่จะลดความแข็งแรงและค่าการยืดตัวของวัสดุ
- ความไวต่อการฉีกขาดเมื่อร้อน: ผลึกทรงเสาประสานกันได้ไม่ดี ทำให้เกิดรอยแตกในระหว่างการแข็งตัว
- การแบ่งแยก: เม็ดเกรนขนาดใหญ่ส่งเสริมการแยกตัวระดับจุลภาคของธาตุโลหะผสม
- การตอบสนองต่อการชุบอะโนไดซ์ไม่สม่ำเสมอ: ความไม่สม่ำเสมอของทิศทางการเรียงตัวของเกรนทำให้พื้นผิวดูไม่เรียบเนียน
- ลดปริมาณการให้อาหาร: การป้อนวัสดุระหว่างเม็ดเกรนที่ไม่ดีจะทำให้เกิดรูพรุนจากการหดตัวเพิ่มขึ้น
เม็ดเกรนละเอียดที่มีรูปร่างสมมาตร (โดยทั่วไปมีเส้นผ่านศูนย์กลาง 100–300 ไมโครเมตร) ช่วยแก้ไขปัญหาเหล่านี้ทั้งหมด ทำให้ได้แท่งโลหะที่แข็งแรงกว่า ยืดหยุ่นกว่า และสม่ำเสมอกว่า
กลไกการทำงาน: Al-Ti-B ทำงานอย่างไร
โลหะผสมหลัก Al-Ti-B ประกอบด้วยเฟสระหว่างโลหะที่สำคัญสองเฟส ซึ่งทำหน้าที่เป็นจุดเริ่มต้นของการก่อตัวของผลึกอะลูมิเนียม:
- อนุภาค TiB₂ (ไทเทเนียมไดโบไรด์): สารเหล่านี้เป็นสารก่อนิวเคลียสหลัก TiB₂ มีโครงสร้างผลึกคล้ายกับอะลูมิเนียมและมีความคลาดเคลื่อนของแลตติสต่ำ ทำให้เป็นสารตั้งต้นที่ดีเยี่ยมสำหรับการก่อนิวเคลียสแบบไม่เป็นเนื้อเดียวกัน ขนาดอนุภาค TiB₂ โดยทั่วไปอยู่ที่ 0.5–3 ไมโครเมตร
- อนุภาค TiAl₃ (ไทเทเนียมไตรอะลูมิไนด์): สารเหล่านี้จะละลายในระหว่างการเก็บรักษา ทำให้ไทเทเนียมละลายออกมา ไทเทเนียมที่ละลายแล้วจะช่วยลดอัตราการเติบโตของผลึกอะลูมิเนียม ทำให้มีโอกาสมากขึ้นที่อนุภาค TiB₂ จะก่อตัวเป็นผลึกใหม่
ประสิทธิภาพการปรับขนาดเกรนขึ้นอยู่กับ จำนวนอนุภาค TiB₂ ที่ใช้งานอยู่ และ ระดับไทเทเนียมที่ละลายการเติมสารที่ไม่เหมาะสมอาจทำให้อนุภาค TiB₂ เสื่อมสภาพ (เนื่องจากการจับตัวเป็นก้อนหรือการตกตะกอน) หรือทำให้ไทเทเนียมสูญเสียไปกับกากออกไซด์ได้
การเลือกเกรด Al-Ti-B ที่เหมาะสม
อะลูมิเนียมเกรดเชิงพาณิชย์สองเกรดครองตลาดการกลั่นเกรนละเอียด:
| ระดับ | องค์ประกอบ | อัตราส่วน Ti:B | อัตราการเพิ่มโดยทั่วไป | แอปพลิเคชันที่ดีที่สุด |
|---|---|---|---|---|
| อัลติ5บี1 (พบได้บ่อยที่สุด) | 5% ไทเทเนียม, 1% โบรอน | 5:1 | 1–3 กก./ตัน | โลหะผสมอะลูมิเนียมทั่วไป, โลหะผสมสำหรับงานหล่อ, แท่งโลหะสำหรับขึ้นรูปด้วยการอัดรีด, แท่งโลหะสำหรับรีดขึ้นรูป |
| อัลติ3บี3 (โบรอนสูง) | 3% ไทเทเนียม, 3% โบรอน | 1:1 | 0.5–1.5 กก./ตัน | โลหะผสมที่มีซิลิคอนสูง (>7% Si), โลหะผสมที่มีปัญหาเรื่องการปรับขนาดเกรน, การหล่อแบบบาง |
| อัลติ5บี0.6 (โบรอนต่ำ) | 5% ไทเทเนียม, 0.6% โบรอน | 8.3:1 | 1–3 กก./ตัน | โลหะผสมพิเศษ เกรดขึ้นรูปบางประเภท |
หลักเกณฑ์การคัดเลือก: เริ่มต้นด้วย AlTi5B1 สำหรับการใช้งานส่วนใหญ่ หากพบปัญหาสีซีดจางหรือการกลั่นตัวไม่เพียงพอในโลหะผสมที่มีซิลิคอนสูง (>7% Si) ให้เปลี่ยนไปใช้ AlTi3B3 เนื่องจากปริมาณโบรอนที่สูงกว่าจะให้อนุภาค TiB₂ มากขึ้นสำหรับการเกิดนิวเคลียส
เทคนิคการบวกที่ถูกต้อง: กุญแจสู่ความสำเร็จ
การเติมโลหะผสมหลัก Al-Ti-B ไม่ได้หมายความว่าคุณแค่เอาแท่งหรือแผ่นโลหะผสมใส่ลงไปในเตาหลอมเฉยๆ ต้องปฏิบัติตามวิธีการที่ได้รับการพิสูจน์แล้วเหล่านี้:
อุณหภูมิการเติม
- ช่วงที่เหมาะสมที่สุด: 710–740°C
- ต่ำเกินไป (<690°C): การละลายของโลหะผสมหลักไม่สมบูรณ์ อนุภาค TiB₂ อาจไม่กระจายตัว
- สูงเกินไป (>760°C): การเร่งการรวมตัวของอนุภาค (การสุกงอมแบบออสท์วาลด์) ประสิทธิภาพลดลง และการเกิดออกซิเดชันเพิ่มขึ้น
แบบฟอร์มและการจัดระดับการบวก
- รูปทรงแท่ง (เส้นผ่านศูนย์กลาง 19–25 มม.): ป้อนลงในกระแสโลหะหลอมเหลวระหว่างการถ่ายโอนหรือจุ่มลงในเตาหลอม หลีกเลี่ยงการหย่อนลงบนโลหะหลอมเหลวโดยตรง เพราะจะทำให้โลหะสัมผัสกับชั้นตะกรัน
- รูปทรงวาฟเฟิลหรือแผ่น: เติมลงในเตาหลอมระหว่างการผสมโลหะ ตรวจสอบให้แน่ใจว่าโลหะหลักจมลงไปในโลหะอย่างรวดเร็ว หากจำเป็นให้ใช้กระบอกจุ่ม
- รูปแบบขดลวด (สำหรับการต่อแบบอินไลน์): ป้อนวัสดุอย่างต่อเนื่องลงในรางระหว่างการหล่อ เพื่อให้ได้อนุภาค TiB₂ สดใหม่ก่อนการแข็งตัว ช่วยลดการซีดจาง
ข้อกำหนดในการกวน
การกวนเป็นสิ่งที่ขาดไม่ได้ หลังจากเติมส่วนผสมแล้ว ให้คนส่วนผสมที่ละลายแล้วให้เข้ากันอย่างทั่วถึง 5-10 นาที โดยใช้การกวนด้วยกลไกหรือสนามแม่เหล็กไฟฟ้า การกวนที่ไม่เพียงพอจะนำไปสู่:
- การรวมตัวและการตกตะกอนของอนุภาค TiB₂
- ขนาดเกรนไม่สม่ำเสมอทั่วทั้งแท่งโลหะ
- การกลั่นกรองที่ไม่สม่ำเสมอในแต่ละรอบความร้อน
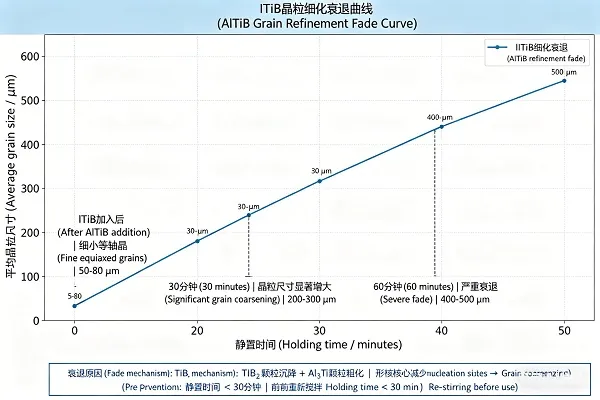
การทำความเข้าใจและการจัดการปัญหาสีซีดจาง
จางหายไป คือการสูญเสียประสิทธิภาพในการปรับปรุงโครงสร้างผลึกอย่างต่อเนื่องเมื่อเวลาผ่านไปหลังจากเติมโลหะผสมหลัก การสูญเสียประสิทธิภาพเกิดขึ้นเนื่องจาก:
- การตกตะกอนของอนุภาค: อนุภาค TiB₂ (ความหนาแน่น 4.5 กรัม/ซม³) หนักกว่าอะลูมิเนียม (2.7 กรัม/ซม³) และจะตกตะกอนลงสู่ก้นเตาหลอมเมื่อเวลาผ่านไป
- การรวมตัวของอนุภาค: อนุภาค TiB₂ ชนกันและรวมตัวกันเป็นกลุ่ม ทำให้จำนวนจุดเริ่มต้นการตกผลึกลดลง
- การวางยาพิษ: ธาตุบางชนิด (Zr, Cr, Mn, Si ในระดับสูง) สามารถทำให้พื้นผิวอนุภาค TiB₂ ไม่ทำงานได้
- การสูญเสียไทเทเนียมที่ละลาย: ไทเทเนียมจะเกิดปฏิกิริยาออกซิเดชันกลายเป็นชั้นตะกอน
ไทม์ไลน์และกลยุทธ์การจัดการการลดเลือน
| เวลาหลังจากเพิ่ม | ขนาดเมล็ดที่คาดหวัง | การดำเนินการที่แนะนำ |
|---|---|---|
| 0–15 นาที (การปรับแต่งขั้นสุดท้าย) | 100–200 ไมโครเมตร (ดีเยี่ยม) | ทำการหล่อทันทีเพื่อผลลัพธ์ที่ดีที่สุด |
| 15–30 นาที | 200–300 ไมโครเมตร (ดี) | เหมาะสำหรับงานส่วนใหญ่ |
| 30–60 นาที | 300–500 ไมโครเมตร (ปานกลาง) | คนส่วนผสมอีกครั้งก่อนทำการหล่อ; ควรพิจารณาเพิ่มส่วนผสมหลักเพิ่มเติม |
| >60 นาที | 500–1000+ ไมโครเมตร (คุณภาพต่ำ) | เติมโลหะผสมหลักใหม่ ปรับปรุงวิธีการผลิตเพื่อลดระยะเวลาการยึดติด |
แนวทางปฏิบัติที่ดีที่สุดในการจัดการปัญหาการเฟด:
- คัดเลือกนักแสดงภายใน 15 นาที เติม Al-Ti-B ทุกครั้งที่เป็นไปได้
- สำหรับระยะเวลาการเก็บรักษาที่นานขึ้น: ใช้การเติมเส้นด้ายแบบอินไลน์ (ตัวป้อนเส้นด้าย) ลงในเครื่องซักผ้าโดยตรง เพื่อขจัดปัญหาสีซีดจางอย่างสิ้นเชิง
- คนให้เข้ากันอีกครั้งก่อนเทลงหล่อ หากทิ้งไว้นานเกิน 30 นาที จะทำให้อนุภาค TiB₂ ที่ตกตะกอนกลับมาฟุ้งกระจายอีกครั้ง
- สำหรับโลหะผสมที่มีซิลิคอนสูง (>7% Si): ใช้ AlTi3B3 ซึ่งมีคุณสมบัติทนต่อการซีดจางได้ดีกว่าเนื่องจากมีความหนาแน่นของอนุภาคสูงกว่า
ผลกระทบต่อคุณสมบัติทางกล
ความสัมพันธ์ของ Hall-Petch (σ_y = σ_0 + k·d^{-1/2}) แสดงถึงผลกระทบของขนาดเกรนต่อความแข็งแรงของวัสดุ เกรนที่ละเอียดกว่าจะทำให้วัสดุมีความแข็งแรงกว่า สำหรับโลหะผสมอะลูมิเนียม การปรับขนาดเกรนให้เหมาะสมมักจะให้ผลลัพธ์ดังนี้:
- การเพิ่มความแข็งแรงของผลผลิต: 15–25% เมื่อเทียบกับวัตถุดิบที่ยังไม่ผ่านการแปรรูป
- การปรับปรุงการยืดตัว: ความยืดหยุ่นเพิ่มขึ้น 20–40%
- การลดรอยฉีกขาดขณะร้อน: รอยแตกน้อยลง 50–80%
- การยืดอายุการใช้งานเนื่องจากความเหนื่อยล้า: ทนทานต่อการรับแรงกระทำซ้ำๆ ได้นานขึ้น 2-5 เท่า
สำหรับโลหะผสมอะลูมิเนียมหล่อ (เช่น A356) การปรับขนาดเกรนให้ละเอียดขึ้นยังช่วยปรับปรุงการป้อนวัสดุในระหว่างการแข็งตัว ลดรูพรุนจากการหดตัวระดับจุลภาค
การได้รับสารพิษ: มันคืออะไรและจะป้องกันได้อย่างไร
พิษจากการขัดสีธัญพืช เกิดขึ้นเมื่อองค์ประกอบบางอย่างในโลหะผสมไปยับยั้งการเกิดนิวเคลียสของ TiB₂ สารพิษที่ทราบได้แก่:
- เซอร์โคเนียม (Zr): ก่อตัวเป็นอนุภาค (Ti,Zr)B₂ ที่มีการจับคู่โครงสร้างผลึกที่ไม่ดีกับอะลูมิเนียม
- โครเมียม (Cr): กลไกการเกิดพิษคล้ายกับ Zr
- แมงกานีส (Mn): เป็นพิษอ่อนๆ ในระดับสูง (>0.5%)
- ซิลิคอน (Si) ในปริมาณสูงมาก (>10%): สามารถลดการเปียกของ TiB₂ ได้
แนวทางแก้ไขสำหรับโลหะผสมที่ปนเปื้อนสารพิษ:
- เพิ่มอัตราส่วนการเติมขึ้น 50–100% เพื่อป้องกันภาวะเป็นพิษ
- เปลี่ยนไปใช้ AlTi3B3 (มีอนุภาค TiB₂ ต่อกิโลกรัมมากกว่า)
- ใช้การเติมแบบต่อเนื่อง (เครื่องป้อนลวด) เพื่อลดระยะเวลาระหว่างการเติมและการแข็งตัวให้น้อยที่สุด
- พิจารณาเลือกใช้สารกลั่นทางเลือกอื่น (เช่น Al-Ti-C) สำหรับระบบที่มีสารพิษปนเปื้อนอย่างรุนแรง
การปรับขนาดเกรนสำหรับโลหะผสมอะลูมิเนียมตระกูลต่างๆ
| ตระกูลโลหะผสม | เป้าหมายขนาดเมล็ดทั่วไป | แนะนำเกรด Al-Ti-B | อัตราการเติม (กก./ตัน) | ข้อควรพิจารณาพิเศษ |
|---|---|---|---|---|
| 1xxx (อะลูมิเนียมบริสุทธิ์) | 100–200 ไมโครเมตร | อัลติ5บี1 | 1–2 | กลั่นกรองได้ง่าย เพียงเติมในปริมาณน้อยก็เพียงพอ |
| 3xxx (Al-Mn) | 150–250 ไมโครเมตร | อัลติ5บี1 | 1.5–2.5 | แมงกานีสอาจทำให้เกิดพิษเล็กน้อยได้ |
| 5xxx (Al-Mg) | 150–250 ไมโครเมตร | อัลติ5บี1 | 1.5–2.5 | ไม่มีปัญหาพิเศษใดๆ |
| 6xxx (Al-Mg-Si) | 100–200 ไมโครเมตร | อัลติ5บี1 | 1–2 | ตอบสนองดีเยี่ยม เหมาะสำหรับใช้กับแท่งโลหะขึ้นรูป |
| 7xxx (Al-Zn-Mg) | 120–220 ไมโครเมตร | อัลติ5บี1 | 1.5–3 | ระดับ Zr ที่สูงขึ้นอาจต้องใช้ปริมาณการเติมเพิ่มขึ้น |
| โลหะผสมหล่ออลูมิเนียม-ซิลิคอน (A356, A380) | 100–250 ไมโครเมตร | อัลไท5บี1 หรือ อัลไท3บี3 | 1–2 (AlTi5B1) หรือ 0.5–1 (AlTi3B3) | AlTi3B3 เหมาะสำหรับกรณีที่มีซิลิคอนมากกว่า 7% |
การควบคุมคุณภาพ: การตรวจสอบประสิทธิภาพการบดเมล็ดธัญพืช
เพื่อให้มั่นใจได้ว่าการปรับขนาดเมล็ดธัญพืชมีความสม่ำเสมอ ให้ดำเนินการตรวจสอบตามขั้นตอนต่อไปนี้:
- การทดสอบมาโครเอทช์: ตัดแท่งโลหะเป็นชิ้นบางๆ แล้วกัดด้วยสารละลาย NaOH ความเข้มข้น 10–20% เพื่อให้เห็นโครงสร้างของผลึก เปรียบเทียบกับมาตรฐานอ้างอิง
- วิธีตัดแกนเชิงเส้น: วัดขนาดเกรนเฉลี่ยโดยใช้มาตรฐาน ASTM E112 ขนาดเกรนเป้าหมายขึ้นอยู่กับโลหะผสมและการใช้งาน แต่โดยทั่วไปแล้วขนาด <300 ไมโครเมตรถือว่ายอมรับได้สำหรับผลิตภัณฑ์แท่งโลหะส่วนใหญ่
- การวิเคราะห์ทางความร้อน: สังเกตช่วงอุณหภูมิคงที่ระหว่างการแข็งตัว อะลูมิเนียมบริสุทธิ์จะมีช่วงอุณหภูมิคงที่ที่ยาวและราบเรียบกว่าเนื่องจากมีจุดเริ่มต้นของการเกิดผลึกมากกว่า
- การตรวจสอบรอยฉีกขาดขณะร้อน: การลดลงของรอยฉีกขาดขณะร้อนในระหว่างการทดสอบการหล่อ ยืนยันว่าการปรับปรุงมีประสิทธิภาพ
ตัวอย่างกรณีศึกษา: การแปรรูปแท่งโลหะด้วยการอัดขึ้นรูป
เครื่องอัดรีดที่ผลิตแท่งอลูมิเนียม 6063 สำหรับงานสถาปัตยกรรมประสบปัญหาความเร็วในการอัดรีดไม่สม่ำเสมอและผิวสำเร็จที่ไม่ดีเนื่องจากขนาดเกรนที่แปรผัน (300–800 ไมโครเมตร) ในแต่ละรอบการอัดรีด วิธีการปฏิบัติเดิมของพวกเขาใช้การเติม AlTi5B1 ในอัตรา 1.5 กก./ตัน โดยไม่มีการกวนหรือการจัดการการเจือจางที่เป็นมาตรฐาน
หลังจากนำโปรโตคอลการปรับขนาดเกรนให้เหมาะสมที่สุดมาใช้:
- อัตราการเติม AlTi5B1 คงไว้ที่ 1.5 กก./ตัน
- หลังจากเติมสารแล้ว ระยะเวลาการกวนด้วยเครื่องจักรเพิ่มขึ้นจาก 2 นาทีเป็น 8 นาที
- ระยะเวลาในการพักก่อนการหล่อไม่เกิน 20 นาที
- ติดตั้งเครื่องป้อนลวดแบบอินไลน์สำหรับงานเร่งด่วน
ผลลัพธ์หลังจากสามเดือน:
- ขนาดอนุภาคคงที่อยู่ที่ 120–180 ไมโครเมตร (ค่าสัมประสิทธิ์ความแปรผันลดลง 70%)
- ความเร็วในการขึ้นรูปเพิ่มขึ้น 18% (เครื่องอัดขึ้นรูปและแม่พิมพ์เดิม)
- ผิวสำเร็จได้รับการปรับปรุงให้ได้คุณภาพการชุบอะโนไดซ์ระดับ A
- อัตราการปฏิเสธสินค้าเนื่องจากตำหนิที่พื้นผิวลดลงจาก 5.2% เหลือ 1.1%
- ประหยัดค่าใช้จ่ายประจำปีจากการลดของเสียและเพิ่มผลผลิต: 320,000 ดอลลาร์สหรัฐ
บทเรียน: เทคนิคที่ถูกต้องจะช่วยเพิ่มมูลค่าของการลงทุนในโลหะผสมหลักได้หลายเท่า
การแก้ไขปัญหาทั่วไปเกี่ยวกับการทำให้เกรนละเอียด
| ปัญหา | สาเหตุที่เป็นไปได้ | โซลูชัน |
|---|---|---|
| เม็ดหยาบ (>500 ไมโครเมตร) | เติมไม่เพียงพอ ไม่คนให้เข้ากัน รสชาติจางลงมากเกินไป เป็นพิษ | เพิ่มอัตราการเติมสาร ตรวจสอบให้แน่ใจว่าได้คนเป็นเวลา 5-10 นาที เทหล่อภายใน 15 นาที ตรวจสอบอัตราส่วน Zr/Cr |
| ขนาดเมล็ดไม่สม่ำเสมอ (การกระจายแบบสองยอด) | การผสมไม่ดี การจับตัวเป็นก้อนของอนุภาค การกวนที่ไม่เพียงพอในบางจุด | ปรับปรุงรูปแบบการกวน เพิ่มโลหะผสมหลักในหลายตำแหน่ง ใช้การกวนด้วยสนามแม่เหล็กไฟฟ้า |
| ไม่มีการปรับปรุงแก้ไขใดๆ แม้ว่าจะมีการเพิ่มเข้าไปแล้วก็ตาม | โลหะผสมปนเปื้อนสารพิษ (Zr, Cr), การตกตะกอนของอนุภาค TiB₂, อุณหภูมิต่ำเกินไป | ตรวจสอบองค์ประกอบทางเคมีของโลหะผสม คนให้เข้ากันอีกครั้งก่อนการหล่อ และตรวจสอบให้แน่ใจว่าอุณหภูมิหลอมเหลวสูงกว่า 710°C |
| เอฟเฟกต์จางหายไปเร็วเกินไป (<15 นาที) | การกระจายตัวของอนุภาคไม่ดี ปริมาณซิลิคอนสูง ปริมาณโบรอนต่ำ | เปลี่ยนไปใช้ AlTi3B3 ใช้การเติมแบบอินไลน์ และคนให้เข้ากันก่อนเททุกครั้ง |
โลหะผสมหลัก Al-Ti-B เป็นเครื่องมือที่มีประสิทธิภาพและคุ้มค่าที่สุดสำหรับการปรับปรุงโครงสร้างผลึกในกระบวนการผลิตแท่งอลูมิเนียม แต่ประสิทธิภาพของมันขึ้นอยู่กับการปฏิบัติที่ถูกต้อง โดยการเลือกเกรดที่เหมาะสม (AlTi5B1 สำหรับโลหะผสมส่วนใหญ่, AlTi3B3 สำหรับซิลิคอนสูงหรือการใช้งานที่ต้องการความแม่นยำสูง) การเติมที่อุณหภูมิที่ถูกต้อง (710–740°C) การกวนอย่างทั่วถึง (5–10 นาที) การจัดการการลดลงของคุณสมบัติ (หล่อภายใน 15 นาทีหรือกวนซ้ำ) และการตรวจสอบผลลัพธ์ผ่านการทดสอบการกัดกร่อนระดับมหภาค โรงหลอมสามารถสร้างโครงสร้างผลึกละเอียดแบบสมดุลที่ให้คุณสมบัติทางกลที่เหนือกว่า ลดการแตกร้าวขณะร้อน และคุณภาพที่สม่ำเสมอในการหลอมแต่ละครั้ง Bright Alloys เป็นผู้จัดจำหน่าย โลหะผสมหลัก AlTi5B1, AlTi3B3 และ AlTi5B0.6 มีให้เลือกทั้งแบบแท่ง แบบลายตาราง และแบบขด โดยได้รับการสนับสนุนจากผู้เชี่ยวชาญด้านโลหะวิทยา เพื่อเพิ่มประสิทธิภาพในการปรับปรุงโครงสร้างผลึกของคุณ