
ออกซิเจนมีทั้งส่วนที่จำเป็นและส่วนที่เป็นอันตรายต่อกระบวนการผลิตเหล็ก แม้ว่าการเป่าออกซิเจนจะเป็นพื้นฐานสำคัญในการกลั่นด้วยเตาออกซิเจนพื้นฐาน (BOF) และเตาอาร์คไฟฟ้า (EAF) เพื่อกำจัดคาร์บอน ฟอสฟอรัส และซิลิคอน ปริมาณออกซิเจนละลายที่เหลืออยู่หลังการเจาะต้องได้รับการควบคุมอย่างเข้มงวดออกซิเจนที่ควบคุมไม่ได้จะนำไปสู่รูพรุนของก๊าซ การเปราะแตก และที่สำคัญที่สุดคือการก่อตัวของสิ่งเจือปนที่ไม่ใช่โลหะ ซึ่งส่งผลเสียต่อคุณสมบัติทางกล อายุการใช้งาน และคุณภาพของพื้นผิว
การผลิตเหล็กสมัยใหม่ต้องการความเข้าใจอย่างลึกซึ้งเกี่ยวกับกิจกรรมของออกซิเจน สมดุลการลดออกซิเจน และวิศวกรรมสิ่งเจือปน บทความนี้จะตรวจสอบว่าออกซิเจนที่ละลายอยู่ส่งผลต่อการก่อตัวของสิ่งเจือปนอย่างไร และนำเสนอวิธีการปฏิบัติที่เป็นรูปธรรมสำหรับการลดออกซิเจนอย่างเหมาะสมในเหล็กเกรดต่างๆ
ความท้าทายด้านออกซิเจน: จาก BOF สู่ทุนดิช
เมื่อสิ้นสุดกระบวนการผลิตเหล็กด้วยเตา BOF หรือ EAF เหล็กหลอมเหลวจะมีออกซิเจนละลายอยู่ 400–800 ppm โดยส่วนใหญ่จะอยู่ในสภาวะสมดุลกับคาร์บอน โดยทั่วไป ผลิตภัณฑ์เหล็กสำเร็จรูปส่วนใหญ่ต้องการระดับออกซิเจนต่ำกว่า 30 ppm และสำหรับการใช้งานที่สำคัญ (เหล็กแบริ่ง เหล็กสปริง) ต้องการออกซิเจนรวมน้อยกว่า 10 ppm ขั้นตอนการกำจัดออกซิเจน — การเติมธาตุที่มีความสัมพันธ์กับออกซิเจนสูง — ต้องกำจัดออกซิเจนส่วนใหญ่เหล่านี้ออกไป ในขณะเดียวกันก็ต้องจัดการกับสิ่งเจือปนที่เกิดขึ้นอย่างหลีกเลี่ยงไม่ได้ด้วย
ปฏิกิริยาการกำจัดออกซิเจนพื้นฐานสามารถแสดงได้ดังนี้: x[M] + y[O] → MₓOy (s หรือ l)การเลือกใช้สารกำจัดออกซิเจนจะเป็นตัวกำหนดเคมีของสิ่งเจือปน รูปทรง และพฤติกรรมการกำจัด เรามาพิจารณาระบบกำจัดออกซิเจนที่พบได้ทั่วไปกัน
การกำจัดออกซิเจนออกจากอะลูมิเนียม: ประสิทธิภาพสูง ความเสี่ยงสูงต่อการปนเปื้อน
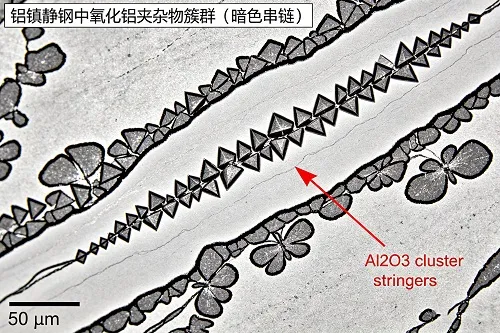
อะลูมิเนียมเป็นสารกำจัดออกซิเจนที่มีประสิทธิภาพและคุ้มค่าที่สุด สามารถลดปริมาณออกซิเจนที่ละลายในน้ำได้ 2–5 ppm ภายใต้สภาวะสมดุล ปฏิกิริยาคือ: 2Al + 3[O] → Al₂O₃(s)อย่างไรก็ตาม สารประกอบอลูมินา (Al₂O₃) ที่เกิดขึ้นนั้นมีลักษณะเป็นของแข็ง และมักก่อตัวเป็นกลุ่มก้อนที่ยากต่อการกำจัดออกให้หมด สารประกอบเหล่านี้ส่งผลเสียต่ออายุการใช้งาน ความสามารถในการขึ้นรูป และคุณภาพผิวงาน ในการหล่อแบบต่อเนื่อง การสะสมของอลูมินาในหัวฉีดแบบจุ่ม (SEN) เป็นปัญหาที่เกิดขึ้นอย่างต่อเนื่องในการปฏิบัติงาน
แนวทางปฏิบัติที่ดีที่สุดสำหรับการกำจัดออกซิเจนออกจากอะลูมิเนียม: สำหรับเหล็กกล้าที่ผ่านกระบวนการกำจัดออกซิเจนอย่างสมบูรณ์ซึ่งต้องการปริมาณออกซิเจนรวมต่ำมาก ให้ใช้อลูมิเนียม 0.5–1.2 กิโลกรัมต่อเหล็ก 1 ตัน จากนั้นทำการกวนด้วยอาร์กอนเพื่อส่งเสริมการลอยตัวของสิ่งเจือปน และหากเป็นไปได้ ให้ทำการบำบัดด้วยแคลเซียมเพื่อปรับเปลี่ยนอลูมินาให้เป็นแคลเซียมอะลูมิเนตเหลว
การกำจัดออกซิเจนด้วยซิลิคอน-แมงกานีส: ของเหลวที่ตกค้าง เหล็กที่สะอาดขึ้น
การผสมผสานระหว่างซิลิคอนและแมงกานีสมีข้อดีที่โดดเด่นอย่างหนึ่งคือ ผลิตภัณฑ์จากการกำจัดออกซิเจนเป็น... แมงกานีสซิลิเกตเหลว (MnO·SiO₂) ที่อุณหภูมิการผลิตเหล็กกล้า อนุภาคของเหลวจะรวมตัวและลอยตัวออกมาได้ง่ายกว่าอนุภาคออกไซด์ที่เป็นของแข็ง ปฏิกิริยาเป็นดังนี้: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)แม้ว่าการกำจัดออกซิเจนด้วยซิลิคอน-แมงกานีสจะไม่สามารถลดระดับออกซิเจนให้ต่ำเท่ากับอะลูมิเนียม (โดยทั่วไปจะมีออกซิเจนตกค้าง 20–40 ppm) แต่กลุ่มของอนุภาคที่เกิดขึ้นจะมีขนาดเล็กกว่า มีรูปร่างกลมกว่า และเป็นอันตรายน้อยกว่า สำหรับเหล็กโครงสร้างหลายเกรด การกำจัดออกซิเจนด้วยซิลิคอน-แมงกานีสจึงให้ความสมดุลที่เหมาะสมที่สุดระหว่างความสะอาดและต้นทุน
เคล็ดลับที่นำไปใช้ได้จริง: รักษาสัดส่วน Mn/Si เป้าหมายไว้ที่ 3:1 ถึง 5:1 เพื่อให้แน่ใจว่าเกิดการก่อตัวของออกไซด์เหลว ใช้วัสดุคุณภาพสูง โลหะผสมซิลิคอนแมงกานีส (SiMn) ด้วยองค์ประกอบทางเคมีที่สม่ำเสมอเพื่อให้ได้ผลลัพธ์ที่สามารถทำซ้ำได้
การบำบัดด้วยแคลเซียม: การปรับเปลี่ยนส่วนประกอบเพื่อให้ได้ประสิทธิภาพที่เหนือกว่า
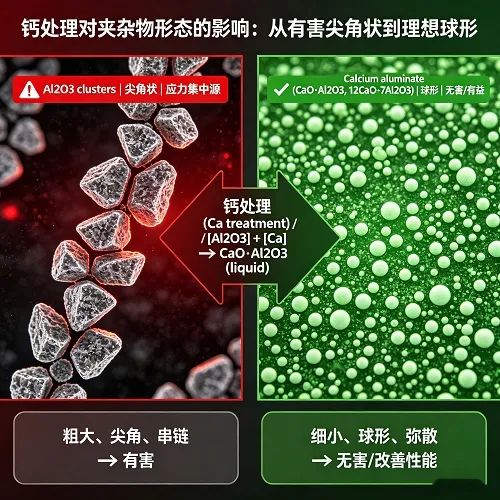
แคลเซียมไม่ค่อยถูกนำมาใช้เป็นสารกำจัดออกซิเจนหลักเนื่องจากมีราคาสูงและอัตราการกู้คืนต่ำ แต่ก็มีความเป็นไปได้ว่าแคลเซียมสามารถนำไปใช้ได้ ไม่ตรงกันในฐานะตัวแก้ไขการรวมเมื่อเติมแคลเซียมลงในเหล็กที่ผ่านกระบวนการกำจัดอะลูมิเนียม (โดยทั่วไปผ่านลวดแกนแคลเซียมซิลิเกต) แคลเซียมจะทำปฏิกิริยากับอนุภาคอะลูมินาที่เป็นของแข็งเพื่อสร้างแคลเซียมอะลูมิเนตที่มีจุดหลอมเหลวต่ำ (เช่น 12CaO·7Al₂O₃ จุดหลอมเหลวประมาณ 1455°C) อนุภาคทรงกลมเหล่านี้ส่งผลเสียต่อคุณสมบัติทางกลน้อยกว่าและช่วยลดการอุดตันของหัวฉีดในระหว่างการหล่อแบบต่อเนื่องได้อย่างมาก
แนวทางการเสริมแคลเซียม: เพื่อให้ได้ผลลัพธ์ที่ดีที่สุดในการปรับแต่ง ควรตั้งเป้าอัตราส่วน Ca/Al ไว้ที่ 0.10–0.15 แคลเซียมที่มากเกินไปจะทำให้เกิดการก่อตัวของ CaS ซึ่งสามารถแข็งตัวใหม่และก่อให้เกิดปัญหาอื่นๆ ในการหล่อได้ ความแม่นยำเป็นสิ่งสำคัญยิ่ง แนวทางปฏิบัติในปัจจุบันใช้... การฉีดลวดแกน โลหะผสมแคลเซียมซิลิกอน พร้อมการตอบรับแบบเรียลไทม์
การวัดและติดตามกิจกรรมของออกซิเจน
การผลิตเหล็กสมัยใหม่พึ่งพา... เซ็นเซอร์ออกซิเจนแบบอิเล็กโทรเคมี (ใช้ ZrO₂ เป็นส่วนประกอบ) เพื่อวัดปริมาณออกซิเจนที่ละลายในน้ำโดยตรงในเบ้าหลอม การวัดเหล่านี้ช่วยกำหนดปริมาณสารลดออกซิเจนที่เติม ลดการบำบัดมากเกินไปและน้อยเกินไป เป้าหมายปริมาณออกซิเจนที่สำคัญในแต่ละขั้นตอนของกระบวนการ:
- สิ้นสุด BOF/EAF: 400–800 ppm (ก่อนการกำจัดออกซิเจน)
- หลังจากเติม Al หรือ SiMn แล้ว: 10–30 ppm (ออกซิเจนที่ออกฤทธิ์)
- หลังการรักษาด้วยแคลเซียม: 5–15 ppm + การปรับเปลี่ยนการรวมตัวที่เสถียร
- ทุนดิช (การหล่อแบบต่อเนื่อง): ปริมาณออกซิเจนทั้งหมด (Otot) โดยทั่วไปอยู่ที่ 15–30 ppm ขึ้นอยู่กับเกรด
กลยุทธ์เพื่อการปฏิบัติการกำจัดออกซิเจนอย่างเหมาะสม
การรักษาความสะอาดของเหล็กให้สม่ำเสมอต้องใช้แนวทางที่เป็นระบบ กรอบการทำงานต่อไปนี้ใช้ได้กับเหล็กกล้าคาร์บอนและเหล็กกล้าอัลลอยต่ำส่วนใหญ่:
- วิศวกรรมตะกรัน: รักษาสภาพตะกรันพื้นฐาน (CaO/SiO₂ > 2.5) เพื่อดูดซับผลิตภัณฑ์จากการลดออกซิเจน การลดปริมาณ FeO ในตะกรันให้ต่ำกว่า 1% จะช่วยลดการเกิดปฏิกิริยาย้อนกลับของออกซิเจนให้น้อยที่สุด
- การกวนด้วยก๊าซอาร์กอนอย่างแรง: การเป่าก๊าซอาร์กอนเบาๆ อย่างน้อย 5-10 นาทีหลังจากการกำจัดออกซิเจนจะช่วยส่งเสริมการลอยตัวของสิ่งเจือปน
- การบวกแบบเรียงลำดับ: สำหรับเกรดที่ต้องการปริมาณออกซิเจนต่ำมาก ควรพิจารณาการกำจัดออกซิเจนเบื้องต้นด้วย Si-Mn ตามด้วยการตกแต่งขั้นสุดท้ายด้วย Al จากนั้นจึงปรับสภาพด้วย Ca
- ปลอกทัพพี: ป้องกันการเกิดออกซิเดชันซ้ำจากตะกรันในทัพพีหรือการปนเปื้อนของอากาศในระหว่างการเทและการหล่อโลหะ
ตัวอย่างกรณีศึกษา: การเปลี่ยนแปลงคุณภาพเหล็กแบริ่ง
ผู้ผลิตเหล็กกล้าชนิดพิเศษที่ผลิตเหล็กแบริ่ง SAE 52100 ประสบปัญหาอัตราการปฏิเสธสูงเนื่องจากตรวจพบสิ่งเจือปนประเภทอะลูมินาในการทดสอบอัลตราโซนิก โดยการนำวิธีการใหม่มาใช้ โปรโตคอลการกำจัดออกซิเดชันสองขั้นตอน (การกำจัดออกซิเจนเบื้องต้นด้วย Si-Mn → การตกแต่งผิวด้วย Al → การบำบัดลวดแกน โลหะผสมแคลเซียมซิลิกอน) และการปรับเวลาการกวนในเบ้าหลอมให้เหมาะสมที่ 12 นาที ผู้ผลิตสามารถลดปริมาณออกซิเจนทั้งหมดจาก 18 ppm เหลือ 8 ppm อัตราการรวมตัวของสารเจือปนดีขึ้น 60% และอายุการใช้งานของแบริ่ง (L10) เพิ่มขึ้นมากกว่าสองเท่า กรณีนี้เน้นย้ำว่าการควบคุมออกซิเจนไม่ใช่เพียงแค่การกระทำเดียว แต่เป็นกลยุทธ์กระบวนการแบบบูรณาการ
เนื่องจากความต้องการใช้งานเหล็กกล้ามีมากขึ้นเรื่อยๆ ตั้งแต่ระบบขับเคลื่อนของรถยนต์ไฟฟ้าไปจนถึงฐานรากของกังหันลมในทะเล การควบคุมปริมาณออกซิเจนจึงกลายเป็นปัจจัยสำคัญในการสร้างความได้เปรียบในการแข่งขัน ด้วยความเข้าใจถึงความสัมพันธ์ระหว่างออกซิเจนที่ละลายอยู่ การก่อตัวของสิ่งเจือปน และเคมีในการลดออกซิเจน ผู้ผลิตเหล็กสามารถผลิตเหล็กที่สะอาด แข็งแรง และเชื่อถือได้มากขึ้นอย่างสม่ำเสมอ Bright Alloys นำเสนอโลหะผสมลดออกซิเจนครบวงจร รวมถึงเฟอร์โรซิลิคอน ซิลิคอน-แมงกานีส และลวดแกนแคลเซียมซิลิกอน พร้อมด้วยความเชี่ยวชาญด้านโลหะวิทยาเพื่อช่วยเพิ่มประสิทธิภาพในการใช้งานของคุณ