Silisyum, alüminyum döküm alaşımlarında en önemli alaşım elementidir. Tüm alüminyum dökümlerin %85'inden fazlası Al-Si alaşımlarından üretilir; A356 otomotiv jantlarından A380 motor bloklarına kadar. Bu hakimiyet tesadüf değildir: silisyum, döküm performansını önemli ölçüde artırırken, olağanüstü bir mukavemet, süneklik ve korozyon direnci kombinasyonu sunar.
Bu makale, silikon içeriğinin alüminyum Alaşım külçelerinin döküm sırasındaki davranışını ve bunun sonucunda ortaya çıkan bitmiş parçaların fiziksel özelliklerini nasıl etkilediğini açıklamaktadır. İster kum döküm, ister kalıcı kalıp döküm, ister yüksek basınçlı döküm için külçe belirtin, silikonun rolünü anlamak kalite ve maliyet kontrolü için çok önemlidir.
Neden Silikon? Metalurjik Gerekçe
Alüminyum döküm alaşımlarına silikon eklenmesinin temel birkaç nedeni vardır:
- Mükemmel dökülebilirlik: Silikon, akışkanlığı önemli ölçüde artırarak erimiş metalin ince kesitleri ve karmaşık kalıp geometrilerini doldurmasına olanak tanır.
- Düşük çekme oranı: Al-Si alaşımları, özellikle ötektik bileşime yakın bölgelerde, dar bir donma aralığına sahiptir; bu da sıcak yırtılmayı ve büzülme gözenekliliğini azaltır.
- Hafif: Silisyum (yoğunluk 2,33 g/cm³) alüminyumdan (2,70 g/cm³) daha hafiftir, bu nedenle daha yüksek silisyum içeriği döküm ağırlığını azaltır.
- İyi mekanik özellikler: Silikon parçacıkları, Alaşımın esnekliğini korurken (özellikle modifiye edildiğinde) Alaşımı güçlendirir.
- Mükemmel korozyon direnci: Silikon, pasivasyon davranışını iyileştirir.
- Düşük termal genleşme: Yüksek silikonlu alaşımlar, düşük termal genleşme katsayılarına sahip oldukları için hassas bileşenler için idealdir.
Kaynak: Alaşımlama için Yüksek Saflıkta Silikon Metal
Alüminyum-silikon döküm alaşımlarının kalitesi, alaşım katkı maddesi olarak kullanılan silikon metal ile başlar. Üstün kaliteli alüminyum dökümler için, yüksek saflıkta silikon metal İstenmeyen ve mekanik özellikleri ile dökülebilirliği bozabilecek safsızlıkların oluşmasını önlemek çok önemlidir. Bright Alloys, alüminyum Alaşımı üretimi için uygun eksiksiz bir silikon metal kalite yelpazesi sunmaktadır:
- 97 Kalite Silikon Metal (Minimum %97 Si) — Maksimum saflığın gerekli olmadığı genel amaçlı alüminyum döküm alaşımları için ekonomik bir seçenek.
- 331 Kalite Silikon Metal (%99,3 Si) — Saflık ve maliyet arasında denge sağlayan, çoğu alüminyum-silikon döküm alaşımı için standart kalite.
- 441 Kalite Silikon Metal (%99,1 Si, düşük Fe, Al, Ca) — Tutarlı kimyasal bileşim ve düşük demir içeriği gerektiren yüksek kaliteli dökümler için tercih edilir.
- 553 Kalite Silikon Metal (%98,5 Si) — Standart döküm alaşımları için yaygın olarak kullanılır ve seri üretim için iyi bir değer sunar.
- 1101 Kalite Silikon Metal (%99,7 Si, ultra düşük safsızlık) — Maksimum saflık ve tutarlılık gerektiren havacılık ve yüksek performanslı dökümler için.
Silikon metal kalitesinin seçimi, özellikle demir, kalsiyum ve alüminyum olmak üzere, Alaşımın safsızlık seviyelerini doğrudan etkiler; bu da döküm akışkanlığını, anotlama tepkisini ve mekanik özellikleri etkiler.
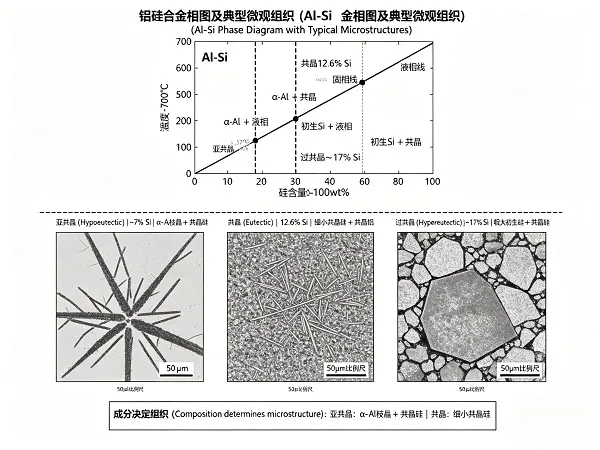
Al-Si Faz Diyagramı: Hipötektik, Ötektik ve Hiperötektik
Alüminyum-silisyum faz diyagramı, bu alaşımları anlamanın temelini oluşturur. Temel özelliği şudur: %12,6 silikon ve 577°C'de ötektik nokta.
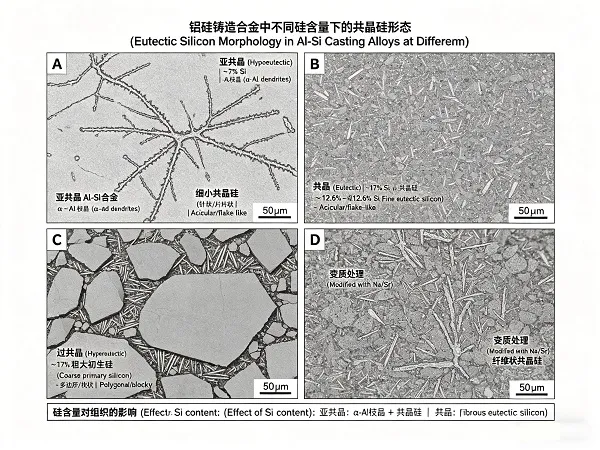
Hipötektik Alaşımlar (< %12,6 Si)
Örnekler: A356 (%7 Si), A357 (%7 Si), A319 (%6 Si), A356.2 (%7 Si)
Mikro yapı: Birincil alüminyum dendritler + dendritler arası bölgelerde Al-Si ötektiği
Özellikler: İyi süneklik, mükemmel mukavemet ve uzama kombinasyonu, basınç sızdırmazlığı ve iyi yorulma özellikleri gerektiren yapısal dökümlerde yaygın olarak kullanılır. İğne şeklindeki silikon pullarını lifli bir morfolojiye dönüştürmek ve sünekliği 2-3 kat artırmak için stronsiyum veya sodyum ile modifikasyon standart bir uygulamadır.
Ötektik Alaşımlar (%12,6 Si)
Örnekler: A413 (%12 Si), LM6 (%12 Si)
Mikro yapı: Tamamen ötektik — alüminyum ve silikonun ince karışımı
Özellikler: Maksimum akışkanlık, minimum büzülme, mükemmel basınç sızdırmazlığı, iyi korozyon direnci. Tüm Al-Si alaşımları arasında en iyi dökülebilirlik. Orta düzeyde mukavemet ve süneklik (modifikasyonla iyileştirilebilir). Karmaşık ince cidarlı dökümler, hidrolik bileşenler ve detaylı kalıp dökümler için idealdir.
Hiperötektik Alaşımlar (> %12,6 Si)
Örnekler: A390 (%17 Si), A390.1 (%17-18 Si), A391 (%19 Si)
Mikro yapı: Birincil silikon kristalleri + Al-Si ötektiği
Özellikler: Çok düşük termal genleşme (17-19 ppm/°C), mükemmel aşınma direnci, yüksek sertlik, iyi yüksek sıcaklık dayanımı. Birincil silikon parçacıkları, sert aşınmaya dayanıklı fazlar olarak işlev görür. Birincil silikonu saflaştırmak için özel işlem (fosfor aşılama) gerektirir. İşlenmesi zordur (elmas takım gerektirir). Motor blokları, pistonlar, silindir gömlekleri ve aşınmaya dayanıklı bileşenler için kullanılır.
Döküm Performansına Etkisi
Akışkanlık (Erimiş Metal Akışı)
Ötektik noktaya kadar silikon içeriği arttıkça akışkanlık da artar, sonra azalır. %0 Si'de alüminyumun akışkanlığı düşüktür. %7 Si'de (A356), akışkanlık saf alüminyuma kıyasla yaklaşık %50 oranında iyileşir. %12 Si'de (A413), akışkanlık maksimuma ulaşır - saf alüminyuma göre yaklaşık %100 daha iyidir. Bu nedenle ince cidarlı dökümlerde (1-2 mm kesitler) genellikle ötektik noktaya yakın alaşımlar kullanılır.
Sıcak Yırtılma (Çatlama) Hassasiyeti
Katılaşan metalin büzülme gerilimlerini karşılayamaması durumunda sıcak yırtılma meydana gelir. Ötektik alaşımların dar donma aralığı (sadece ~5°C) sıcak yırtılmayı en aza indirir. %5-9 Si içeren hipoötektik alaşımlar orta derecede sıcak yırtılma hassasiyetine sahiptir. %3'ün altında Si içeren alaşımlar (örneğin, 2xxx serisi) oldukça hassastır ve nadiren kum döküm veya kalıcı kalıp dökümü ile üretilir.
Küçülme ve Besleme
Toplam katılaşma büzülmesi, silikon içeriği arttıkça azalır: Saf alüminyum: ~%6,6 hacimsel büzülme. A356 (%7 Si): ~%4,5 büzülme. A413 (%12 Si): ~%3,8 büzülme. A390 (%17 Si): ~%3,0 büzülme. Daha düşük büzülme, daha küçük yükselticiler, daha yüksek verim ve daha az gözeneklilik anlamına gelir.
Fiziksel ve Mekanik Özellikler Üzerindeki Etkisi
| Mülk | Düşük Si (<5%) | Orta Si (%5-9) | Yüksek Si (%12-18) | Pratik Çıkarımlar |
|---|---|---|---|---|
| Döküm halindeki çekme dayanımı | Düşük (~120-150 MPa) | İyi (~180-240 MPa) | Orta (~150-200 MPa) | Hipoötektik, ısıl işlemden sonra en iyi mukavemeti sunar (A356-T6: 310 MPa UTS). |
| Uzama (süneklik) | Yüksek (~%10-15) | İyi (~%5-12) | Düşük (~%1-3) | Daha yüksek Si içeriği sünekliği azaltır; modifikasyon, hipoötektik alaşımlarda sünekliğin bir kısmını geri kazandırır. |
| Sertlik (Brinell) | Düşük (~30-40 HB) | Orta (~60-90 HB) | Yüksek (~100-150 HB) | Hipereutektik alaşımlar aşınma uygulamaları için mükemmeldir. |
| Yoğunluk (g/cm³) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | Ötektik alaşımlardan %1-3 oranında ağırlık tasarrufu (daha yüksek saflıkta malzeme kullanılarak) 441. Sınıf veya 553 silikon metal Bu, yoğunluk avantajlarını elde ederken düşük safsızlık seviyelerinin korunmasına yardımcı olur. |
| Isıl Genleşme Katsayısı (10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | Yüksek silisyum içeriği, pistonlar ve hassas parçalar için kritik öneme sahip olan termal genleşmeyi azaltır. |
| Isı iletkenliği (W/m·K) | ~200 | ~150-170 | ~120-140 | Daha yüksek Si ile daha düşük iletkenlik — çoğu döküm için kabul edilebilir ancak ısı eşanjörleri için dikkate alınmalıdır. |
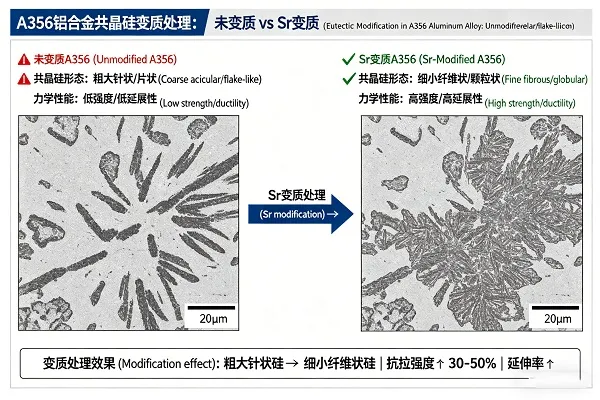
Silikon Morfolojisi: Döküm Halindeki ve Modifiye Edilmiş Silikon Karşılaştırması
Silikon parçacıklarının şekli, mekanik özellikleri önemli ölçüde etkiler. Değiştirilmemiş hipoötektik alaşımlarda, silikon, gerilim yoğunlaşma noktaları görevi gören ve sünekliği %2-4 uzama ile sınırlayan kaba, iğne benzeri plakalar oluşturur.
Değişiklik (%0,005-0,03 Sr veya Na ilavesi) iğne şeklindeki silisyumu ince lifli bir morfolojiye dönüştürür. Sonuçlar: Uzama %3'ten %10-12'ye (A356) yükselir. Çekme dayanımı %15-25 artar. Yorulma ömrü 2-5 kat iyileşir. Kırılma tokluğu iki katına çıkar. Bu nedenle, modern dökümhanelerde neredeyse tüm hipoötektik Al-Si döküm alaşımları modifiye edilir. Modifikasyonun etkinliği kısmen silisyum kaynağının saflığına bağlıdır - yüksek saflıkta 1101 sınıfı silikon metal (%99,7 Si), modifikasyon reaksiyonunu bozabilecek engelleyici safsızlıkları en aza indirir.
Yaygın Alüminyum-Silikon Döküm Alaşımları
| Alaşım | Si (%) | Tip | Tipik Uygulamalar | Temel Özellikler |
|---|---|---|---|---|
| A356 / A356.2 | %6,5-7,5 | Hipoötektik | Otomotiv jantları, süspansiyon parçaları, yapısal dökümler, havacılık bağlantı parçaları | T6 ısıl işleminden sonra mükemmel mukavemet-ağırlık oranı (310 MPa çekme dayanımı, %10 uzama). En iyi çok amaçlı döküm Alaşımı. Sr modifikasyonu gerektirir. En iyi sonuçlar için 441. Sınıf veya 331 silikon metal. |
| A357 | %6,5-7,5 | Hipoötektik | Havacılık döküm parçaları, yüksek performanslı otomotiv, askeri bileşenler | Isıl işlem sonrası daha yüksek mukavemet (345 MPa UTS) için daha yüksek Mg (%0,5-0,7) içeren A356. Üstün Alaşım. Yüksek saflık gerektirir. 1101 sınıfı silikon metal Havacılık ve uzay sertifikasyonu için. |
| A319 | %5,5-6,5 | Hipoötektik | Motor silindir kapakları, emme manifoldları, şanzıman gövdeleri, pompalar | Yüksek sıcaklık dayanımı, mükemmel basınç sızdırmazlığı ve iyi işlenebilirlik özelliklerine sahiptir. Mukavemet için %3-4 oranında bakır içerir. |
| A380 | %7,5-9,5 | Hipoötektik (ötektik noktasına yakın) | Döküm parçalar — elektronik cihaz gövdeleri, elektrikli el aletleri gövdeleri, otomotiv braketleri, ev aletleri bileşenleri | En iyi döküm Alaşımı: mükemmel akışkanlık, iyi mukavemet, iyi korozyon direnci. Alüminyum dökümlerin %80'i A380'dir. |
| A413 | %11-13 | Ötektik / ötektiğe yakın | İnce cidarlı döküm parçalar, hidrolik bileşenler, karmaşık şekiller, basınca dayanıklı döküm parçalar | Maksimum akışkanlık, mükemmel basınç sızdırmazlığı, minimum büzülme. A356'ya göre daha düşük mukavemet ancak üstün dökülebilirlik. |
| A390 | %16-18 | Hiperötektik | Motor blokları (bazıları), pistonlar, silindir gömlekleri, kompresör parçaları, aşınma halkaları | Çok yüksek aşınma direnci, düşük termal genleşme, yüksek sertlik. Özel işlem gerektirir (P aşılama, elmas işleme). Yüksek saflıkta. 97. Sınıf veya 553 silikon metal Bu, genellikle yüksek silikonlu alaşımlar için kullanılır. |
Silikonun İkincil İşlemeye Etkisi
Isıl İşlem Görebilirlik
Hipötektik alaşımlar (A356, A357) T5, T6 ve T7 ısıl işlemlerine mükemmel yanıt verir. Çözelti işlemi Mg₂Si çökeltilerini çözer, ardından ince güçlendirici çökeltiler oluşturmak için yaşlandırma işlemi yapılır. Ötektik alaşımlar (A413) ısıl işleme minimum yanıt verir (Mg içermez). Hiperötektik alaşımlar tipik olarak döküm halinde (T1) veya sınırlı yaşlandırma ile kullanılır.
İşlenebilirlik
Düşük Si (<%5): Yapışkan, zayıf talaş oluşumu, kenar birikimi. Orta Si (%5-9): Uygun takımlarla iyi işlenebilirlik. Yüksek Si (%12-18): Aşındırıcı, karbür veya elmas takımlar gerektirir, ancak mükemmel yüzey kalitesi sağlar. Hipereutektik alaşımlar (A390), en aşındırıcı alüminyum alaşımları arasındadır, ancak ayna benzeri yüzeylere kadar işlenebilirler. Silikon metalindeki demir içeriği (daha düşük) 441. Sınıf Ve 331Bu durum, işleme operasyonları sırasında takım ömrünü önemli ölçüde etkiler.
Kaynaklanabilirlik
Silikon içeriği arttıkça azalır. A356/A357 iyi kaynaklanabilirlik özelliğine sahiptir (GTAW, GMAW). A380/A413 yüksek silikon ve bakır içeriği nedeniyle zayıf kaynaklanabilirlik özelliğine sahiptir - yapısal kaynak için önerilmez.
Pratik Alaşım Seçim Kılavuzu
Bu karar çerçevesini kullanarak uygulamanız için en uygun Al-Si döküm Alaşımını seçin:
- Isıl işlem sonrası maksimum süneklik ve mukavemete mi ihtiyacınız var? → T6 ısıl işlem görmüş A356 veya A357 (%6,5-7,5 Si). Belirtin. 441. Sınıf veya 331 silikon metal En iyi sonuçlar için.
- İyi döküm özelliklerine sahip, karmaşık, ince cidarlı kalıp dökümüne mi ihtiyacınız var? → Genel döküm için A380 (%8-9 Si); aşırı ince duvarlar için A413 (%11-13 Si). 553 kalite silikon metal Bu standart tercihtir.
- Aşınma direnci ve düşük termal genleşmeye mi ihtiyacınız var? → A390 (%16-18 Si) hiperötektik. 97 kalite silikon metal Bu yüksek silikonlu alaşımlar için ekonomik bir silikon kaynağı sunmaktadır.
- Yüksek sıcaklık dayanımına mı ihtiyacınız var (motor uygulamaları)? → A319 (%5,5-6,5 Si) Cu ilaveli
- Hidrolik bileşenler için basınç sızdırmazlığına mı ihtiyacınız var? → A413 (ötektik) veya A356 (dikkatli besleme ile)
- Maksimum saflıkta havacılık ve uzay sanayi standartlarında sertifikaya mı ihtiyacınız var? → A357 ile 1101 sınıfı silikon metal (%99,7 Si, ultra düşük safsızlıklar)
Örnek Olay: Otomotiv Jant Alaşımı Seçimi
Dökme alüminyum otomotiv jantları üreten bir firma, üç aday alaşımı değerlendirdi: A380 (%9 Si), A356 (%7 Si) ve A413 (%12 Si). Gereksinimler: güvenlik için yüksek mukavemet, darbe dayanımı için iyi süneklik, estetik görünüm için mükemmel yüzey kalitesi ve ince kollu (5 mm kesitler) döküm yeteneği. Sonuçlar: A380 iyi dökülebilirlik gösterdi ancak sünekliği sınırlıydı (%3-5 uzama) ve ısıl işlem tepkisi zayıftı. A413 mükemmel dökülebilirlik gösterdi ancak mukavemeti daha düşüktü (200 MPa UTS). Sr modifikasyonu ve T6 ısıl işlemine tabi tutulmuş A356, 310 MPa UTS, %10 uzama ve uygun dökümle kabul edilebilir dökülebilirlik sağladı. Dökümhane, belirtilen alaşımı seçti. 441 kalite silikon metal Düşük demir içeriği sayesinde sünekliği ve anotlama tutarlılığını iyileştiren A356 seçildi. Bu da en iyi dökülebilirliğin her zaman belirleyici olmadığını, özellik gereksinimlerinin seçimi yönlendirdiğini ve silikon metalin kalitesinin bu özellikleri doğrudan mümkün kıldığını gösteriyor.
Alüminyum döküm Alaşımı tasarımında en önemli değişken silikon içeriğidir. Yapısal dökümler için hipoötektik A356'dan ince cidarlı kalıp dökümler için ötektik A413'e ve aşınmaya dayanıklı bileşenler için hiperötektik A390'a kadar silikon, akışkanlığı, sıcak yırtılma direncini, büzülmeyi, mekanik özellikleri ve ikincil işleme davranışını kontrol eder. Al-Si faz diyagramını ve farklı silikon seviyeleriyle ilişkili ödünleşmeleri anlayarak, dökümhaneler ve döküm alıcıları, dökülebilirlik, maliyet ve nihai bileşen performansı arasında denge kurarak her uygulama için en uygun Alaşımı seçebilirler. Her kaliteli alüminyum-silikon dökümünün temeli yüksek saflıkta silikon metaldir. Bright Alloys, eksiksiz bir ürün yelpazesi sunmaktadır. silikon metal kaliteleri — 97. Sınıf, 331, 441, 553, Ve 1101 — dünya çapındaki alüminyum dökümhanelerinin titiz gereksinimlerini karşılamak üzere sertifikalı kimyasal formüllerle üretilmiştir.