Dökümhaneler, hurda, yeniden işleme ve müşteri iadeleri nedeniyle dökümhanelere yıllık milyonlarca dolarlık maliyete neden olmaktadır. Ancak birçok kusur benzer görünümlere sahiptir; gözeneklilik büzülmeyi taklit edebilir ve yabancı maddeler gaz delikleriyle karıştırılabilir. Etkili sorun giderme, sistematik bir yaklaşım gerektirir: Hatayı görsel olarak belirleyin, temel nedenini tespit edin ve ardından hedefli düzeltici eylemi uygulayın..
Bu pratik kılavuz, en sık görülen üç kusur ailesine odaklanmaktadır — gözeneklilik, büzülme ve inklüzyonlar — Demir ve çelik dökümler için görsel özellikler, temel neden analizi ve kanıtlanmış düzeltici önlemler sunmak.
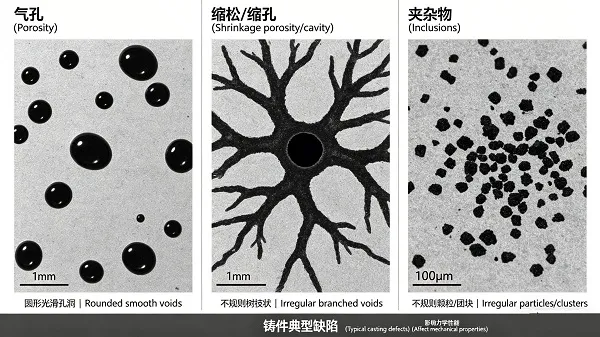
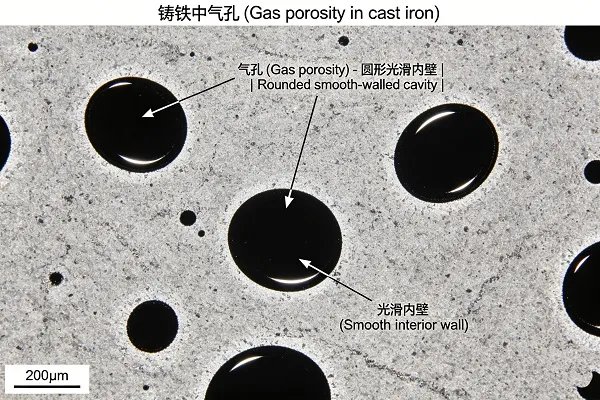
Kusur Ailesi #1: Gözeneklilik (Gazla İlgili)
Gözeneklilik, katılaşma sırasında gaz çıkışı nedeniyle oluşan boşlukları ifade eder. Gazlar (hidrojen, azot, karbonmonoksit, buhar) metal katılaştıkça daha az çözünür hale gelir ve hapsolan kabarcıklar oluşturur.
Görsel Tanımlama
- Dış görünüş: Pürüzsüz duvarlı, yuvarlak veya küresel boşluklar
- Yüzey: Genellikle parlak veya hafifçe oksitlenmiş iç yüzeyler
- Dağıtım: Genellikle dökümün tamamına dağılmış halde veya sıcak noktalarda yoğunlaşmış olarak bulunur.
- Boyut: Mikroskobik iğne deliklerinden büyük, gözle görülebilir boşluklara kadar değişebilir.
Ortak Temel Nedenler
| Gaz Tipi | Kaynak | Tipik Görünüm | Birincil Düzeltici Eylem |
|---|---|---|---|
| Hidrojen (H₂) | Islak şarj malzemeleri, refrakterdeki nem, yağla kirlenmiş hurda, nemli ortam | Kesit boyunca ince iğne delikleri | Kuru şarj malzemelerini iyice kurulayın, fırını önceden ısıtın, nemi kontrol edin. |
| Azot (N₂) | Aşırı nitrürlenmiş ferroalaşımlar, hava sürüklenmesi, kokta yüksek azot içeriği | Küçük, yuvarlak iğne delikleri, genellikle kümeler halinde. | Azot içeren alaşımları azaltın, erime örtüsünü iyileştirin, düşük azotlu karbonlaştırıcılar kullanın. |
| Karbonmonoksit (CO) | Eksik oksijen giderme (çelik), yüksek oksijen içeriği, karbon ve oksijen arasındaki reaksiyon | Yeraltındaki, genellikle uzunlamasına şekilli hava delikleri | Oksit giderme uygulamalarını iyileştirin, güçlü oksit gidericiler (Al, SiCa) ekleyin, oksijen aktivitesini kontrol edin. |
Düzeltici Eylemler Özeti
- Hidrojen gözenekliliği için: Tüm şarj malzemelerini kurulayın, potaları ve aletleri önceden ısıtın, organik kirleticilerden kaçının, çelik için inert gaz (Ar veya N₂) ile gaz yıkama işlemi uygulayın.
- Azot gözenekliliği için (gri/sünek dökme demir): Azot içeren karbonlama maddelerini azaltın, düşük azotlu karbon yükselticiye geçin, yüksek azotlu ferro alaşımlardan kaçının.
- CO gözenekliliği için (çelik): Oksit giderme işleminin eksiksiz olduğundan emin olun — yeterli miktarda alüminyum veya SiMn ilavesi yapın, oksijen sensörü ile doğrulayın, kalsiyum tedavisini göz önünde bulundurun.
- Genel gaz gözenekliliği: Hava temasını önlemek için eriyik örtüsünü iyileştirin, döküm sıcaklığını kontrol edin (aşırı ısınmayı önleyin), düzgün metal akışı için uygun döküm kanalı tasarımını sağlayın.
Kusur Ailesi #2: Büzülme (Katılaşma Büzülmesi)
Sıvı metal katılaşma sırasında büzüldüğünde ve bunu telafi edecek yeterli metal beslemesi olmadığında büzülme kusurları oluşur. Gözenekliliğin aksine, büzülme boşlukları düzensiz, girintili çıkıntılı yüzeylere ve açıkta kalan dendritlere sahiptir.
Görsel Tanımlama
- Dış görünüş: Düzensiz, köşeli veya dallı boşluklar
- Yüzey: Pürüzlü, dallı, kristal yapılı (düz olmayan) görünüm.
- Dağıtım: En son katılaşan bölgelerde yoğunlaşmıştır — ağır bölümlerde, yükselticilerin altında, termal merkezlerde.
- Türler: Açık büzülme (döküm yüzeyinde görülebilir) ve mikro büzülme (içsel, radyografi veya işleme ile tespit edilebilir)

Ortak Temel Nedenler
- Yetersiz yükselme: Yükselticiler çok küçük, yanlış yerleştirilmiş veya yemleme tamamlanmadan önce donmuş olabilir.
- Zayıf yönlü katılaşma: Besleme yollarından izole edilmiş sıcak noktalar, yükselticilere doğru termal gradyan yok.
- Düşük aşılama (dökme demir): Grafitin yetersiz genleşmesi, kendi kendine besleme kapasitesini azaltır.
- Aşırı ısınma: Daha yüksek döküm sıcaklıkları toplam büzülme hacmini artırır.
- Yanlış Alaşım bileşimi: Karbon eşdeğeri çok düşük (gri dökme demir) veya aşırı miktarda karbür oluşumunu teşvik eden elementler.
Düzeltici Eylemler Özeti
- Yükseltici tasarımı: Yükseltici boru boyutunu artırın, yalıtım kılıfları veya ekzotermik malzemeler ekleyin, ağır bölümleri beslemek için yükseltici boruları yeniden konumlandırın.
- Kapı modifikasyonu: Yönlü katılaşmayı teşvik etmek için soğutma kullanın, besleme yardımcıları ekleyin, izole sıcak noktaları ortadan kaldırmak için yeniden tasarlayın.
- Aşılama (gri/sünek demir): Grafit genleşme beslemesini artırmak için aşılama seviyesini yükseltin veya baryum içeren Aşılayıcıya (FeSiBa) geçin. %2-4'lük Ba seviyeleri, büzülmeyi azaltmada özellikle etkilidir.
- Dökme sıcaklığı: Döküm bölümü için aşırı ısınmayı mümkün olan en düşük seviyeye indirin.
- Kompozisyon ayarlaması: Gri dökme demir için karbon eşdeğerini %3,9-4,1'e yükseltin; sfero dökme demir için ise uygun magnezyum seviyesini ve karbon eşdeğerini sağlayın.
Hata Ailesi #3: Katkı Maddeleri (Kum, Cüruf, Tortu)
Dökümde hapsolmuş yabancı maddelere kalıntılar denir; bunlar kalıp aşınmasından kaynaklanan kum, eriyik işlemesinden kaynaklanan cüruf veya yüzey reaksiyonlarından kaynaklanan tortu (oksitler) olabilir.
Görsel Tanımlama
- Kum parçacıkları: Tanecikli, açık renkli parçacıklar (kahverengi, gri veya beyaz), genellikle yüzeylerin yakınında veya köşelerde kümelenmiş halde bulunur.
- Cüruf kalıntıları: Genellikle dökümün üst kısmına yakın yerlerde bulunan, camsı, düzensiz, koyu veya açık renkli, çoğunlukla yuvarlak kenarlı kütleler.
- Cüruf/oksit kalıntıları: İnce, zarımsı, kırışık yüzey katmanları (genellikle koyu veya metalik) veya iç kısımda katlanmış filmler

Ortak Temel Nedenler
| Dahil Etme Türü | Kaynak | Birincil Düzeltici Eylem |
|---|---|---|
| Kum kalıntıları | Türbülanslı metal akışından kaynaklanan kalıp/çekirdek aşınması, düşük kalıp mukavemeti, uygunsuz sıkıştırma, yüksek döküm sıcaklığı | Türbülansı azaltın (kalıp tasarımı), kalıp sertliğini artırın, daha düşük döküm sıcaklığı kullanın, kalıp kaplamaları uygulayın. |
| Cüruf kalıntıları | Yetersiz cüruf sıyırma, potada yetersiz cüruf örtüsü, yeniden oksidasyon, pota taşınması, döküm ağzında yetersiz cüruf tutma. | Cüruf alma uygulamalarını iyileştirin, cüruf azaltıcı pota kapakları kullanın, döküm sistemine cüruf kapanları yerleştirin, seramik köpük filtreler kullanın. |
| Cüruf/oksit kalıntıları | Hava ile temas sonucu erime, yetersiz Deoksidasyon (çelik), düşük aşılama (demir), türbülanslı dolumun yüzey filmlerini kırması | Erime örtüsünü iyileştirin, güçlü oksit gidericiler ekleyin (çelik için Al, kalsiyum silikon alaşımı; demir için FeSi), akış aşılama yöntemini kullanın, döküm türbülansını azaltın. |
Düzeltici Eylemler Özeti
- Kum parçacıkları: Türbülanssız dolum için kalıp girişini optimize edin (serbest düşmeyi önleyin, konik yolluklar kullanın), kalıp sertliğini artırın, yıkama veya kaplama uygulayın, mümkünse dökme sıcaklığını düşürün.
- Cüruf kalıntıları: Besleme sisteminde seramik köpük filtreler kullanın (10–30 ppi), cüruf kapanları tasarlayın (yolluk uzantısı, girdap kapanları), pota sıyırma işlemini iyileştirin, cüruf pıhtılaştırıcıları kullanın.
- Cüruf (döküm demir artıkları): Aşılama miktarını artırın (özellikle FeSiCa veya FeSiBa ile), eriyik kaplamayı iyileştirin, dökme sıcaklığını düşürün, yeniden oksidasyonu önlemek için akış aşılama yöntemini kullanın.
- Cüruf (çelik dökümler): Tamamen oksit giderme işlemi sağlayın (Al veya SiMn + Ca işlemi), inert gaz örtüsü altında dökün, ekzotermik/sıcak kaplama bileşikleri kullanın.
Hızlı Görsel Referans Tablosu
Üretim hattındaki hata türlerini ayırt etmek için bu hızlı referans tablosunu kullanın:
| Özellik | Gaz Gözenekliliği | Büzülme | Katkı Maddesi (Kum/Cüruf) |
|---|---|---|---|
| Boşluk şekli | Yuvarlak, küresel, pürüzsüz | Düzensiz, köşeli, dallı | Değişken — tanecikli veya camsı kütleler |
| Boşluk yüzeyi | Pürüzsüz, parlak, oksitlenmiş | Pürüzlü, dallı, kristal | Uygulanamaz (katı parçacıklar) |
| Dağıtım | Dağınık, homojen | Yoğunlaşmış sıcak noktalarda | Yüzeylere yakın veya kapı giriş alanlarında |
| Metalografi | Dendrit içermeyen yuvarlak boşluklar | Dendritleri açıkta olan girintili çıkıntılı boşluklar | Farklı bileşime sahip parçacıklar |
| Yaygın çözüm | Kuru malzemeler, oksit giderici | Yükselticiler, titremeler, aşılama | Filtreler, köpük ayırıcı, küf kalitesi |
Sistematik Sorun Giderme İş Akışı
Bir arıza ile karşılaştığınızda şu sırayı izleyin:
- Kusuru görsel olarak inceleyin. — Pürüzsüz ve yuvarlak mı? → Gaz. Pürüzlü ve dallı mı? → Büzülme. İçine gömülü parçacıklar mı? → İçerik.
- Arızayı bulun. — Dökümün üst kısmı? → Cüruf veya büzülme. Alt kısım veya ince bölümler? → Gaz gözenekliliği. Kalın bölümler? → Büzülme.
- İnceleme süreci parametreleri — Dökme sıcaklığı, erime kimyası, aşılama/oksidasyon giderme uygulaması, kalıp giriş tasarımı.
- Doğrulama testleri yapın. — İçerik tespiti için termal analiz (aşırı soğutma), soğuk testi, radyografi veya SEM/EDS.
- Düzeltici eylemi uygulayın — Değişkenlerden yalnızca birini değiştirin ve sonuçları bir test dökümü çalıştırmasıyla doğrulayın.
Örnek Olay: Gözeneklilik ve Büzülme Yanlış Teşhisi
Vana gövdeleri üreten bir dökümhanede, işleme sonrası görülebilen iç boşluklar nedeniyle %15 oranında ret yaşandı. İlk teşhis gaz gözenekliliği olarak varsayıldı; operatörler deoksidasyonu artırdı ve malzemeleri kuruttu ancak iyileşme olmadı. Radyografların yeniden incelenmesi, boşlukların dendritik yüzeylere sahip düzensiz olduğunu gösterdi - klasik büzülme, gaz değil. Düzeltici işlem: kalın bölümlere soğutucu eklendi ve yükseltici çapı %30 artırıldı. Ret oranı %3'e düştü. Ders: Doğru tanımlama, sorun gidermenin ilk ve en kritik adımıdır..
Etkin hata giderme, reaktif hurda yönetimini proaktif kalite kontrolüne dönüştürür. Bir hatanın gözeneklilik, büzülme veya yabancı madde olup olmadığını sistematik olarak belirleyerek ve kök nedenine kadar izleyerek, dökümhaneler hurdayı azaltan, döküm bütünlüğünü iyileştiren ve maliyetleri düşüren hedefli düzeltici eylemler uygulayabilir. Bright Alloys, dökümhanelere şu konularda destek sağlar: yüksek kaliteli ferrosilikon aşılayıcılar, Deoksidasyon alaşımları (Al, SiMn, kalsiyum silikon alaşımı) ve filtrasyon çözeltileri Bu yaygın döküm hatalarını ortadan kaldırmaya yardımcı olmak için.