Yüksek Mukavemetli Düşük Alaşımlı (HSLA) çelikler Malzeme mühendisliğinde dikkat çekici bir başarıyı temsil ediyor: Kaynaklanabilirliği ve şekillendirilebilirliği tehlikeye atan karbon seviyeleri olmadan 450-700 MPa akma dayanımına ulaşılıyor. Sır, hassas Alaşım bileşiminde yatıyor; manganez, silisyum ve mikro Alaşım elementlerinin (niyobyum, vanadyum, titanyum) dikkatlice dengelenmiş bir kombinasyonu. Bu kılavuz, zorlu mekanik özellik hedeflerini karşılamak için HSLA Alaşım tasarımını optimize etmeye yönelik pratik metalurjik bilgiler sunmaktadır.
Mukavemet için karbona dayanan (süneklik ve kaynaklanabilirlik pahasına) geleneksel karbon çeliklerinin aksine, HSLA çelikleri, karbonun kendisinden faydalanır. yağış güçlendirmesi Ve tane inceltmesiKompozisyonu doğru yapmak hem bir bilim hem de bir sanattır. Her bir kritik unsuru ve HSLA sistemindeki rolünü inceleyelim.
Manganez (Mn): HSLA Mukavemetinin Omurgası
HSLA çeliklerinde en bol bulunan alaşım elementi manganezdir ve tipik olarak şu aralıklarda bulunur: %1,0 ila %1,8Başlıca işlevleri katı çözelti güçlendirmesi ve östenit stabilizasyonudur. Mn, ferrit dönüşümünü geciktirerek daha ince bir nihai tane boyutunu destekler. Ayrıca kükürt ile birleşerek MnS inklüzyonları oluşturur ve sıcak kırılganlığa neden olan düşük erime noktalı demir sülfürlerin oluşumunu engeller.
Manganez seçimi için pratik kılavuzlar: 450–550 MPa akma dayanımına sahip HSLA kaliteleri için %1,2–1,5 Mn hedeflenmelidir. Daha yüksek dayanım seviyeleri (600+ MPa) %1,5–1,8 Mn gerektirebilir, ancak sürekli döküm levhalarda merkez hattı segregasyonuna dikkat edilmelidir. Mikro alaşım katkıları (Nb, V), darbe dayanıklılığını artırırken daha düşük Mn'yi telafi edebilir.
Silisyum (Si): Oksit Gidermenin Ötesinde
Çelikte oksijenin giderilmesi (oksijenin uzaklaştırılması) için silikon şart olmakla birlikte, HSLA'daki rolü daha da geniş bir yelpazeyi kapsar. katı çözelti ile güçlendirme Ve perlit tanıtımıTipik Si seviyeleri %0,15 ile %0,50 arasında değişmektedir. Silisyum, sünekliği önemli ölçüde bozmadan, ilave başına %0,1 ile akma dayanımını yaklaşık 15-20 MPa artırır. Bununla birlikte, aşırı silisyum (%0,6'nın üzerinde) yüzey kalitesini bozabilir ve galvanizleme reaktivitesini azaltabilir.
Modern HSLA tasarımında silikon, manganez ile sinerjik bir şekilde çalışır. Yaklaşık 3:1 ila 5:1 arasında dengeli bir Mn/Si oranı, aşırı oksit kalıntısı oluşumunu teşvik etmeden mukavemeti optimize eder. Mükemmel yüzey kalitesi gerektiren uygulamalar için (otomotivde açıkta kalan paneller), Si oranını %0,30'un altında tutun ve biraz daha yüksek Mn ile telafi edin.
Mikroalaşımlama Elemanları: Nb, V, Ti — Hassas Aletler
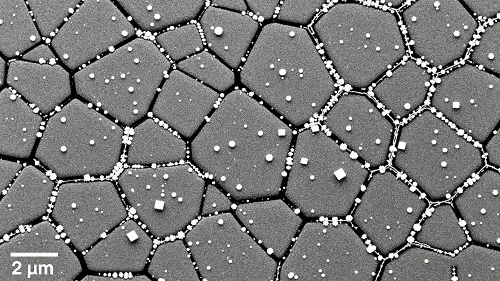
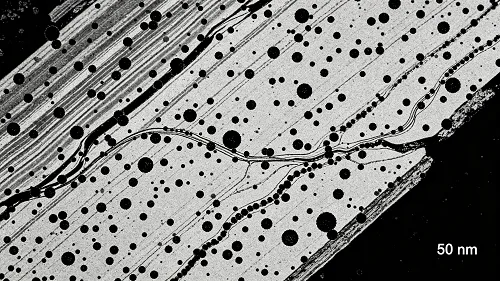
Mikroalaşım katkıları — tipik olarak Niyobyum (Nb), vanadyum (V) ve titanyum (Ti) — küçük miktarlarda (her biri %0,02–0,15) kullanılırlar ancak orantısız derecede büyük etkilere sahiptirler. Tane sınırlarını sabitleyen ve sıcak haddeleme sırasında yeniden kristalleşmeyi engelleyen ince karbür ve nitrür çökeltileri oluşturarak son derece ince ferrit tane boyutlarına (5–10 μm) neden olurlar.
Niyobyum (Nb): Tahıl Rafine Edici
Niyobyum, mikro alaşımlar arasında en güçlü tane inceltici maddedir. %0,03–0,08 Nb ilavesi, kaba ve ince haddeleme sırasında östenit tanelerini incelterek 5 μm kadar küçük ferrit tanelerine yol açar. Tane boyutundaki her 1 μm'lik azalma, akma dayanımını 10–15 MPa artırırken, sünekten kırılganlığa geçiş sıcaklığını da yükseltir. Nb ayrıca Nb(C,N) parçacıkları yoluyla çökelme ile güçlendirme sağlar.
Vanadyum (V): Çökeltiyi Güçlendirici
Vanadyum, normalleştirme veya hızlandırılmış soğutmaya tabi tutulan çeliklerde özellikle etkilidir. Tipik olarak %0,05-0,12 oranında ilave edildiğinde, V, ferrit dönüşümünden sonra güçlü çökelme sertleşmesi sağlayan V(C,N) çökeltileri oluşturur. Nb'nin aksine, V, haddelenmiş haldeki tane boyutunu önemli ölçüde inceltmez, ancak ince VN parçacıkları yoluyla mükemmel mukavemet katkıları (150 MPa'ya kadar) sağlar.
Titanyum (Ti): Katkı Maddesi Değiştirici ve Azot Tutucu
Titanyum, öncelikle yeniden ısıtma sırasında östenit tane büyümesini önleyen TiN parçacıkları oluşturmak için daha düşük seviyelerde (%0,01–0,05) eklenir. TiN parçacıkları yüksek sıcaklıklarda (1350°C'ye kadar) kararlıdır ve bu da onları levha yeniden ısıtma fırınlarında tane boyutunu kontrol etmek için ideal kılar. Bununla birlikte, aşırı Ti, yorulma performansını düşüren iri TiN'ye yol açar. Ti ayrıca, öncelikli olarak TiN oluşturarak Nb ve V'yi azottan korur.
Bir Araya Getirme: Uygulamaya Göre Kompozisyon Kılavuzları
En uygun HSLA bileşimi, çelik üretim yönteminize (geleneksel sıcak şerit haddeleme yöntemi vs. ince levha döküm), soğutma stratejinize (hızlandırılmış soğutma, doğrudan su verme) ve hedef özelliklere bağlıdır. Aşağıda kanıtlanmış üç bileşim şablonu bulunmaktadır:
| Not / Başvuru | Mn (%) | Si (%) | Nb (%) | V (%) | Ti (%) | Beklenen Akma Dayanımı (MPa) |
|---|---|---|---|---|---|---|
| Yapısal / Genel şekillendirme | 1.0–1.3 | 0.15–0.30 | 0.02–0.04 | — | 0.01–0.02 | 380–480 |
| Otomotiv şasisi / HSLA 350 | 1.2–1.5 | 0.20–0.40 | 0.04–0.07 | 0.02–0.05 | 0.01–0.03 | 450–550 |
| Kalın plaka / Yüksek dayanıklılık | 1.4–1.8 | 0.30–0.50 | 0.05–0.09 | 0.06–0.10 | 0.01–0.04 | 550–700 |
Sık Yapılan Hatalardan Kaçınmak
Doğru kompozisyon hedeflerine ulaşılsa bile, işleme koşulları başarıyı belirler. Önemli hususlar:
- Azot kontrolü: Aşırı miktarda serbest azot, iri taneli çökelmelere ve gerilme kaynaklı yaşlanmaya yol açar. Azot miktarını titanyum ve alüminyum ilaveleriyle dengeleyin.
- Yeniden ısıtma sıcaklığı: Nb mikroalaşımlı çeliklerde, Nb karbürlerini çözmek için levhanın 1200°C'nin üzerinde yeniden ısıtılması gerekir; çok düşük sıcaklıkta ise çökelme potansiyeli kaybolur.
- Soğutma hızı: Haddeleme sonrası hızlandırılmış soğutma, çökelme sertleşmesini artırır; aşırı sertleşmeyi önlemek için haddeleme tablası soğutmasını hassas bir şekilde ayarlayın.
HSLA Tasarımında Sürdürülebilirlik ve Maliyet Etkinliği
Akıllı Alaşım optimizasyonu, malzeme kullanımını azaltır; daha güçlü çelik, daha ince kesitlere olanak tanıyarak taşıma uygulamalarında toplam ağırlığı ve CO₂ emisyonlarını düşürür. Dahası, pahalı Ni, Cr, Mo'nun iyi dengelenmiş Mn + mikroalaşım kombinasyonlarıyla değiştirilmesi, performansı korurken hammadde maliyetlerini %15-25 oranında azaltır. Bright Alloys, eksiksiz bir ürün yelpazesi sunmaktadır. yüksek saflıkta ferromangan, ferrosilikon ve niyobyum/vanadyum ana alaşımları HSLA üretimi için özel olarak tasarlanmıştır.
Endüstri yeni nesil gelişmiş yüksek mukavemetli çeliklere (AHSS) doğru ilerlerken, HSLA Alaşım tasarımının temel prensipleri son derece önemini koruyor. Metalurji uzmanları, manganez, silikon ve mikro Alaşım elementlerinin dengesini ustaca sağlayarak, kaynaklanabilirlik veya şekillendirilebilirliği feda etmeden olağanüstü mekanik özellikler elde edebilirler; bu da gerçek HSLA mükemmelliğinin ayırt edici özelliğidir.