晶粒細化是鋁錠生產商可用的最具成本效益的冶金手段之一。 Al-Ti-B中間合金 (通常為AlTi5B1或AlTi3B3)能將粗大的柱狀晶粒轉變為細小的等軸晶粒,從而顯著改善機械性能,減少熱裂紋,並提升後續加工性能。然而,由於添加方法不當、攪拌不足或忽視衰減效應,許多熔煉車間未能充分發揮晶粒細化的潛力。
本文提供了使用 Al-Ti-B 中間合金優化晶粒細化的實用指南,涵蓋了選擇、添加最佳實踐、衰減管理以及由此帶來的性能改進,證明了添加每一公斤中間合金的合理性。
為什麼晶粒細化很重要
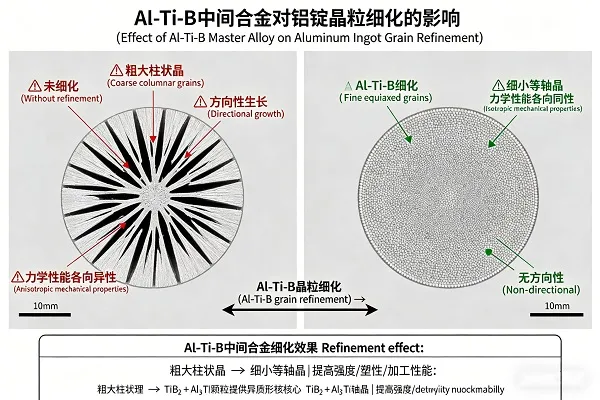
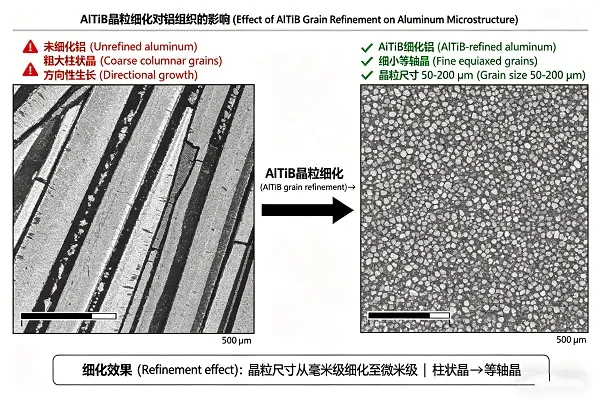
未經精煉的鋁凝固時會形成粗大的柱狀晶粒,這些晶粒從模壁定向生長。這種結構存在以下幾個缺點:
- 機械性質差: 粗晶粒會降低屈服強度和延伸率。
- 熱撕裂敏感性: 柱狀晶粒互鎖性差,導致凝固過程中產生裂痕。
- 種族隔離: 大晶粒會促進合金元素的微觀偏析。
- 陽極處理反應不穩定: 晶粒取向差異會導致表面形貌不均勻。
- 減少餵食量: 顆粒間營養不足會增加收縮孔隙率
細小的等軸晶粒(通常直徑為 100-300 μm)可以解決所有這些問題,從而產生更堅固、更有延展性、更一致的鑄錠。
機制:Al-Ti-B 的工作原理
Al-Ti-B中間合金含有兩種關鍵的金屬間化合物相,它們可作為鋁晶粒的形核位點:
- 二硼化鈦(TiB₂)顆粒: 這些是主要的成核劑。 TiB₂的晶體結構與鋁相似,晶格失配度低,因此是一種優良的異質成核基底。典型的TiB₂顆粒尺寸為0.5–3 μm。
- TiAl₃(三鋁酸鈦)顆粒: 這些物質在保溫過程中溶解,釋放出鈦進入溶液中。溶解的鈦會降低鋁晶粒的生長速率,使TiB₂顆粒有更多機會形核形成新的晶粒。
晶粒細化效率取決於 活性TiB₂顆粒的數量 以及 溶解鈦含量添加方法不當會導致 TiB₂ 顆粒失活(透過團聚或沉澱),或導致鈦因氧化渣而損失。
選擇合適的鋁鈦硼牌號
鋁晶粒細化市場主要由兩種商業等級的鋁構成:
| 年級 | 作品 | 鈦硼比 | 典型增幅 | 最佳應用 |
|---|---|---|---|---|
| AlTi5B1 (最常見) | 5%鈦,1%硼 | 5:1 | 1–3 公斤/噸 | 通用鋁合金、鑄造合金、擠壓坯料、軋製錠 |
| AlTi3B3 (高硼) | 3% Ti,3% B | 1:1 | 0.5–1.5 公斤/噸 | 高矽合金(>7% Si)、晶粒細化困難的合金、薄截面鑄件 |
| AlTi5B0.6 (低硼) | 5%鈦,0.6%硼 | 8.3:1 | 1–3 公斤/噸 | 特種合金,某些擠壓級合金 |
遴選準則: 對於大多數應用,建議先使用 AlTi5B1。如果在高矽合金(Si 含量 > 7%)中出現晶粒退化或細化不足的情況,則改用 AlTi3B3。較高的硼含量可提供更多的 TiB₂ 顆粒用於成核。
正確的加法技巧:成功的關鍵
添加鋁鈦硼中間合金並非簡單地將棒材或片狀合金倒入爐中。請遵循以下經過驗證的規範操作:
添加溫度
- 最佳範圍: 710–740°C
- 溫度過低(<690°C): 母合金溶解不完全;TiB₂顆粒可能無法分散。
- 溫度過高(>760°C): 顆粒粗化加速(奧斯特瓦爾德熟成)、效率降低、氧化作用增強
附加表格和位置
- 棒狀(直徑 19–25 毫米): 在輸送過程中將其加入熔融金屬流中,或直接投入爐內。避免將其滴落在熔體頂部的浮渣層上。
- 華夫餅狀或板狀: 在合金化過程中加入熔爐。確保母合金迅速浸沒;必要時使用浸沒式浸沒器。
- 線圈形式(用於線上添加): 鑄造過程中持續在料槽中添加TiB₂顆粒。這樣可以在凝固前立即提供新鮮的TiB₂顆粒,從而最大限度地減少衰減。
攪拌要求
攪拌是必不可少的。 加入後,充分攪拌熔體。 5-10分鐘 採用機械或電磁攪拌。攪拌不足會導致:
- TiB₂顆粒的團聚與沉降
- 鑄錠各處晶粒尺寸不均勻
- 從一輪加熱到另一輪加熱,提煉效果不一致
了解和管理衰減
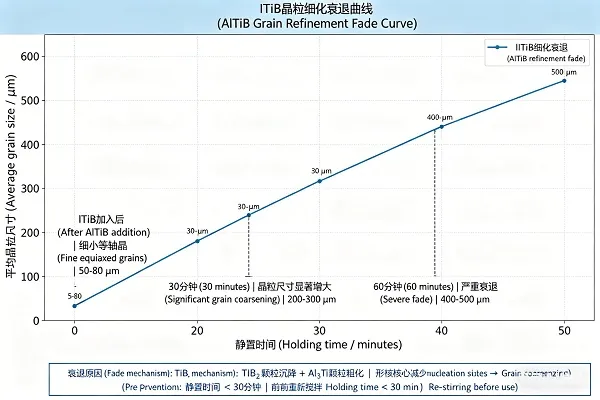
褪色 指添加中間合金後,晶粒細化效果隨時間逐漸減弱的現象。這種衰減是由於以下原因造成的:
- 顆粒沉降: TiB₂顆粒(密度4.5 g/cm³)比鋁(2.7 g/cm³)重,會隨著時間推移沉降到爐底。
- 顆粒團聚: TiB₂顆粒碰撞並形成團簇,從而減少活性成核位點的數量。
- 中毒: 某些元素(高濃度的Zr、Cr、Mn、Si)會使TiB₂顆粒表面失去活性。
- 溶解性鈦損失: 鈦氧化後形成浮渣層。
淡出時間軸和管理策略
| 添加後時間 | 預期粒度 | 建議採取的措施 |
|---|---|---|
| 0–15分鐘(峰值優化) | 100–200 μm(極佳) | 立即澆鑄以獲得最佳效果 |
| 15-30分鐘 | 200–300 μm(良好) | 適用於大多數應用 |
| 30-60分鐘 | 300–500 μm(一般) | 澆鑄前重新攪拌;考慮添加中間合金 |
| 60分鐘以上 | 500–1000+ μm(差) | 增加新的母合金;重新設計製程以縮短保溫時間 |
淡入淡出管理最佳實務:
- 15分鐘內完成 盡可能加入Al-Ti-B
- 延長保溫時間: 使用線上加料器(送絲機)直接將紗線送入洗衣池,徹底消除褪色現象。
- 澆注前再次攪拌 如果靜置時間超過 30 分鐘,則沉澱的 TiB₂ 顆粒會重新懸浮。
- 對於高矽合金(>7% Si): 使用 AlTi3B3,由於其顆粒密度更高,因此具有更好的抗褪色性能。
對機械性質的影響
霍爾-佩奇關係式(σ_y = σ_0 + k·d^{-1/2})量化了晶粒尺寸對屈服強度的影響。更細的晶粒可以提高材料的強度。對於鋁合金,適當的晶粒細化通常可以實現:
- 屈服強度增加: 與未精煉材料相比,含量為15%至25%。
- 延長性能提升: 延展性提高20-40%
- 熱撕裂減少: 裂縫減少50-80%
- 疲勞壽命延長: 循環載重下壽命延長2-5倍
對於鑄造鋁合金(例如 A356),晶粒細化還可以改善凝固過程中的補縮,從而減少微縮孔隙。
中毒:它的定義及預防方法
晶粒細化中毒 當合金中的某些元素使TiB₂成核位點失去活性時,就會發生這種情況。已知的毒物包括:
- 鋯(Zr): 形成與鋁晶格匹配度較差的(Ti,Zr)B₂顆粒
- 鉻(Cr): 與鋯類似的毒性機制
- 錳(Mn): 高濃度(>0.5%)時有輕微毒性
- 高含量矽(Si)(>10%): 可減少TiB₂潤濕
中毒合金的解決方案:
- 為克服中毒,添加量需增加50%~100%。
- 改用 AlTi3B3(每公斤含有較多 TiB₂ 顆粒)
- 使用線上添加(送絲機)來最大限度地縮短添加和凝固之間的時間。
- 對於嚴重中毒的系統,可考慮使用替代精煉劑(例如,Al-Ti-C)。
不同鋁合金系列的晶粒細化
| 合金家族 | 典型粒度目標 | 推薦的鋁鈦硼級 | 添加量(公斤/噸) | 特殊考慮 |
|---|---|---|---|---|
| 1xxx(純鋁) | 100–200 μm | AlTi5B1 | 1–2 | 易於提純;少量添加即可。 |
| 3xxx(Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | 錳可能導致輕微中毒 |
| 5xxx(鋁鎂合金) | 150–250 μm | AlTi5B1 | 1.5–2.5 | 沒有特別問題 |
| 6xxx(Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | 響應極佳;用於擠壓坯料 |
| 7xxx(Al-Zn-Mg) | 120–220 微米 | AlTi5B1 | 1.5–3 | 較高的鋯含量可能需要增加添加量。 |
| 鋁矽鑄造合金(A356、A380) | 100–250 μm | AlTi5B1 或 AlTi3B3 | 1–2 (AlTi5B1) 或 0.5–1 (AlTi3B3) | AlTi3B3是矽含量>7%時優選材料。 |
品質控制:驗證穀物精煉效果
為確保晶粒細化程度一致,請實施以下驗證步驟:
- 宏觀蝕刻測試: 將錠塊切片,並以 10%~20% 的氫氧化鈉溶液腐蝕,以顯示晶粒結構。與參考標準進行比較。
- 線性截距法: 使用 ASTM E112 標準測量平均晶粒尺寸。目標晶粒尺寸取決於合金和應用,但對於大多數鑄錠產品而言,通常小於 300 μm 是可以接受的。
- 熱分析: 監測凝固過程中的溫度平台期。精煉鋁由於具有更多的成核位點,因此表現出更長、更平坦的平台期。
- 熱撕裂檢測: 鑄造試驗中熱撕裂現象的減少證實了精煉的有效性。
案例範例:擠壓坯料的變形
生產用於建築領域的6063鋁坯的擠壓廠,由於不同爐次間晶粒尺寸(300–800 μm)不均勻,導致擠壓速度不穩定,表面光潔度差。他們目前採用的製程是在每噸鋁坯中添加1.5 kg的AlTi5B1合金,但缺乏標準化的攪拌和衰減控制措施。
在實施優化的晶粒細化方案後:
- AlTi5B1 添加量維持在 1.5 公斤/噸
- 加入後,機械攪拌時間從2分鐘增加到8分鐘。
- 浸泡時間最長不超過20分鐘,之後方可開始鑄造
- 為關鍵訂單安裝了線上送絲機
三個月後的結果:
- 晶粒尺寸穩定在 120–180 μm(變異係數降低了 70%)
- 擠出速度提高了18%(同樣的壓機,同樣的模具)
- 表面光潔度提升至A級陽極氧化質量
- 表面缺陷導致的次品率從5.2%下降到1.1%。
- 減少廢棄物和提高生產力帶來的年度節省:320,000 美元
教訓: 正確的製程能倍增母合金投資的價值。
常見晶粒細化問題的故障排除
| 問題 | 可能的原因 | 解決方案 |
|---|---|---|
| 粗顆粒(>500 μm) | 添加量不足、未攪拌、褪色過快、中毒 | 提高添加速率,確保攪拌5-10分鐘,15分鐘內澆注完成,檢查Zr/Cr含量。 |
| 粒徑分佈不一致(雙峰分佈) | 混合不均勻、顆粒團聚、局部攪拌不足 | 改善攪拌方式,多點加入中間合金,以電磁攪拌 |
| 儘管添加了,但並未改進。 | 合金中毒(Zr、Cr),TiB₂顆粒沉積,溫度過低 | 檢查合金成分,澆鑄前重新攪拌,確認熔體溫度高於710°C |
| 衰減發生得太快(<15分鐘) | 顆粒分佈不均、矽含量高、硼含量低 | 改用 AlTi3B3,採用線上添加方式,每次澆注前重新攪拌 |
鋁鈦硼中間合金是鋁錠生產中晶粒細化最有效且最具成本效益的工具,但其有效性完全取決於正確的操作方法。透過選擇合適的牌號(大多數合金使用AlTi5B1,高矽或複雜應用使用AlTi3B3),在正確的溫度(710–740°C)下添加,充分攪拌(5–10分鐘),控制衰減(15分鐘內澆鑄或重新攪拌),並透過宏觀腐蝕試驗驗證結果,熔煉車間可以獲得細小的等軸晶粒結構,從而帶來優異的機械性能、減少熱裂紋,並確保每次加熱都能獲得穩定的質量。 Bright Alloys公司供應。 AlTi5B1、AlTi3B3 和 AlTi5B0.6 中間合金 以棒材、華夫餅狀和捲材形式提供,並輔以冶金支持,以優化您的晶粒細化實踐。