灰鑄鐵片狀石墨轉化為球墨鑄鐵球狀球團的過程需要一個關鍵要素: 鎂然而,鎂與熔融鐵的劇烈反應、低溶解度和快速衰減使得鎂處理成為球墨鑄鐵生產中最關鍵、最具挑戰性的環節。選擇正確的方法並優化製程參數直接決定了球墨鑄鐵的球化率、機械性能和鑄件品質。
本文比較了三種主要的鎂療法— 中間包蓋、夾層和芯線注射 — 提供實用指導,以達到持續 >90% 的結節形成率,並達到最佳恢復效果和最小褪色。
鎂的挑戰:高反應活性,低溶解度
鎂的沸點為1090°C,遠低於典型的煉鐵溫度(1400-1500°C)。當加入熔融鐵時,鎂會立即汽化,產生強烈的湍流和煙霧。成功處理的關鍵在於… 控制這種劇烈反應 使殘餘鎂含量達到 0.030–0.045%,足以實現球化,而不會產生過多的碳化物或浮渣。
所有商業方法均使用 矽鎂鐵(MgFeSi) 合金通常含有 3-10% 的鎂,以及稀土元素(鈰、鑭)和鈣,以調節反應並增強球狀化。
方法一:三明治法(傳統法)
由於其資本成本低,夾層法仍然是應用最廣泛的處理技術,尤其是在小型鑄造廠。
流程描述
將MgFeSi合金置於特製鋼包底部的凹槽內。凹槽以鋼片或鋼板覆蓋,以延緩其與熔融鐵水的接觸。鐵水直接敲擊到覆蓋物上,熔化並穿透覆蓋物,引發鎂的反應。
典型參數
- 鎂回收率: 25%–45%(波動很大)
- 添加MgFeSi: 熔體重量的 1.0–1.5%(取決於目標鎂含量)
- 設備成本: 低(僅限專用湯匙)
- 操作員技能: 中等至高
- 煙霧產生: 重要的
- 達到的典型結節程度: 80-90%
優勢
- 資本投入低-除處理湯匙外無需特殊設備
- 適用於中小批量生產(100-1000公斤)
- 靈活-可處理多種鐵化學成分
限制
- 回收率不穩定-批次間差異在±10%以內很常見。
- 高煙霧和火炬燃燒—安全和環境問題
- 顯著的溫度損失(治療期間下降 30–50°C)
- 不適用於低硫鐵(需要較高添加量)
- 不適用於自動化或大量生產
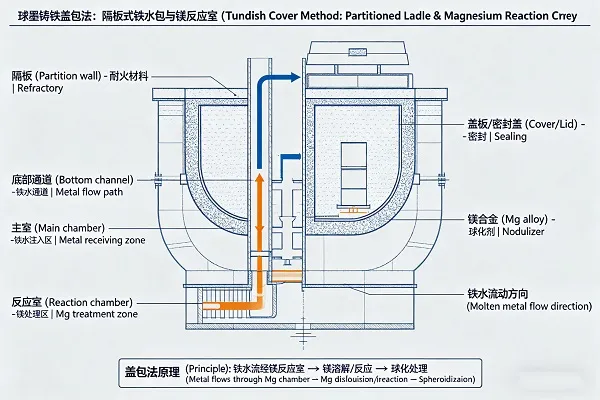
方法二:中間包覆蓋法
中間包法是三明治法的改良版本,它使用分隔式鋼包形成反應室,從而提供更好的控制和更高的回收率。
流程描述
中間包內部有一道隔板,將包體分隔成兩個隔間。將矽酸鎂(MgFeSi)放入較小的隔間中,然後將熔融鐵水倒入較大的隔間,鐵水會越過隔板流入矽酸鎂隔間。與夾層法相比,這種方法可以實現更可控的反應,且湍流更小。
典型參數
- 鎂回收率: 40-60%(比三明治穩定)
- 添加MgFeSi: 熔體重量的0.8%至1.2%。
- 設備成本: 中型(需專用中空鋼包匙)
- 操作員技能: 緩和
- 煙霧產生: 緩和
- 達到的典型結節程度: 85-95%
優勢
- 與三明治法相比,鎂回收率更高且更穩定。
- 減少煙霧和火炬
- 較低的溫度損失(15–30°C)
- 更適用於低硫鐵
- 廣泛應用於中型鑄造廠(500-2000公斤批次)
限制
- 中間包鋼包的資本成本較高
- 需要專門的鋼包設計與維護
- 不適用於小批量生產(< 200 公斤)
- 與包芯線相比,其批次間差異仍然很大。
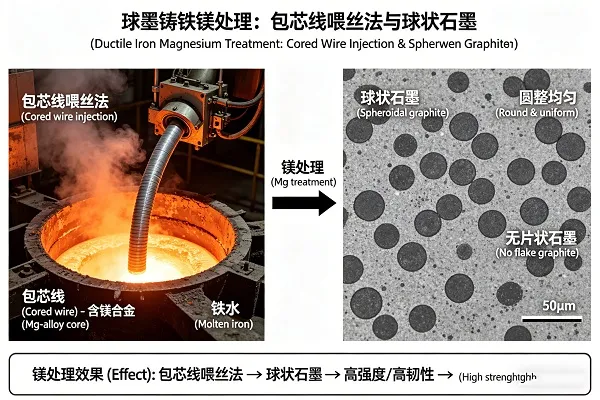
方法三:芯線注射法(現代方法)
芯線注射成型是目前技術最先進的方法,可為大批量球墨鑄鐵生產提供精度、一致性和自動化。
流程描述
MgFeSi粉末被包裹在鋼芯線(藥芯絲)中,並透過噴槍連續送入熔融鐵水中。鋼芯線在鐵水錶面以下熔化,將鎂直接釋放到鐵水里,產生的煙霧很少,效率最高。
典型參數
- 鎂回收率: 50-75%(最穩定)
- 添加MgFeSi線材: 熔體重量的0.5%~0.9%當量
- 設備成本: 高(送絲機+噴槍)
- 操作員技能: 低(自動)
- 煙霧產生: 極簡主義
- 達到的典型結節程度: 90-98%
優勢
- 最高且最穩定的恢復率 — 變化小於±3%
- 精確的鎂控制 — 目標殘餘鎂含量在0.005%以內
- 煙霧和火光極少 — 更安全、更乾淨的運行
- 最低溫度損失 (5–15°C)
- 完全自動化 — 與製程控制系統集成
- 適用於任何批量大小 ——從100公斤到50噸
- 最適合低硫鐵
限制
- 更高的送絲機和噴槍系統資本投入
- 需要穩定的線材品質和送絲系統校準
- 電線等耗材的持續成本(被較低的添加率抵消)
- 可能需要對操作員進行培訓,以達到最佳的噴槍深度和進給速度。

比較總表
| 範圍 | 三明治法 | 中間包法 | 芯線注射成型 |
|---|---|---|---|
| 鎂回收率(%) | 25%–45% | 40-60% | 50-75% |
| 恢復一致性 | 差(±10%) | 中(±5%) | 優秀(±3%) |
| MgFeSi 添加率 | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| 溫度損失(攝氏度) | 30–50°C | 15–30°C | 5–15°C |
| 煙霧生成 | 高的 | 緩和 | 極簡主義 |
| 資本成本 | 低的 | 中等的 | 高的 |
| 批量大小的適用性 | 100–1000 公斤 | 500–2000公斤 | 任何(100–50,000 公斤) |
| 典型結節 | 80-90% | 85-95% | 90-98% |
| 自動化潛力 | 沒有任何 | 有限的 | 滿的 |
理解《Fade》:與時間賽跑
鎂衰減——即由於與硫、氧和爐渣發生反應而導致的殘餘鎂的逐漸損失——在處理後立即開始。衰減遵循可預測的指數衰減法則:
- 前5分鐘:鎂流失10-15%。
- 5-10分鐘:額外損失5-10%。
- 10-15分鐘:額外損失3-5%。
關鍵意義: 為維持結節化率 >90%,鑄造應在規定時間內完成 10-12分鐘 治療。超過 15 分鐘後,無論初始鎂含量如何,結節化程度都可能降至 80% 以下。
衰減緩解策略:
- 使用低硫鐵(含硫量<0.02%)以最大程度地減少鎂因形成硫化鎂而造成的損失。
- 保持爐渣覆蓋層厚且呈鹼性(CaO/SiO₂ > 2.0)
- 在鎂處理後添加 0.1%~0.3% 的後接種劑(FeSiCa 或 FeSiBa)以恢復成核位點(鎂會破壞石墨核)。
- 盡量縮短處理和澆注之間的等待時間。
- 採用芯線注入法,可以稍後添加鎂,從而縮短總保持時間。
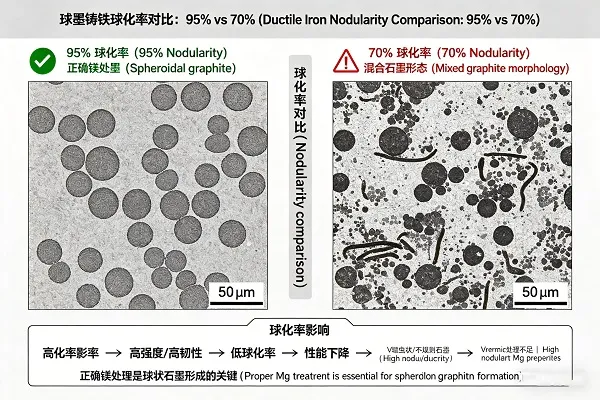
殘留鎂靶點和結節性
殘餘鎂含量與結核化程度之間的關係取決於截面厚度、基體硫含量和稀土含量。一般準則:
| 殘餘鎂 (%) | 預期結節 | 應用適用性 |
|---|---|---|
| 0.020–0.025% | 50–70%(混合型/蠕蟲型) | 球墨鑄鐵(CGI),無延展性 |
| 0.030–0.035% | 80-90% | 球墨鑄鐵的最低要求,足以滿足厚截面的要求 |
| 0.035–0.045% | 90-95% | 標準球墨鑄鐵範圍-適用於大多數應用 |
| 0.045–0.055% | 95-98% | 優質球墨鑄鐵、薄截面、高球化率要求 |
| >0.060% | 95–98% + 碳化物 | 過度處理-可能導致冷縮、延展性降低、浮渣增多 |
最佳範圍: 0.035–0.045% 的殘餘鎂可以平衡球化率(>90%)與碳化物風險和成本。
成功治療所需的基本鐵需求
無論採用何種治療方法,基礎鐵質水平決定治療效果:
- 硫: 鎂處理前硫含量必須低於0.02%。高硫會消耗鎂生成硫化鎂,進而降低結瘤性。若基體硫含量超過0.025%,則需採用脫硫法(使用碳化鈣、氧化鈣或純鹼)。
- 碳當量: 最佳值為 4.2%–4.4%。較低的碳當量會增加碳化物析出傾向;較高的碳當量會導致石墨浮選。
- 磷: <0.05%-高磷會導致脆化。
- 鈦和鉻: 盡量減少-這些是碳化物促進劑,可以抵消鎂的作用。
常見球墨鑄鐵缺陷的故障排除
低結節性(<80%)
- 可能的原因: 鎂殘留量低、基硫含量高(>0.02%)、褪色嚴重、稀土元素不足
- 解決方案: 增加MgFeSi添加量,預先去除基礎鐵中的硫,縮短保溫時間,添加含稀土的MgFeSi
碳化物(冷)形成
- 可能的原因: 過度處理(Mg >0.055%)、低接種量、低碳當量、薄切片快速冷卻
- 解決方案: 減少鎂的添加量,增加接種後(FeSiCa)的量,提高CE值(4.3-4.4%),薄切片使用FeSiSr接種劑
收縮孔隙率
- 可能的原因: 由於結核數量少、營養不良和鎂過量,導致石墨膨脹不足。
- 解決方案: 增加接種後處理量(特別是FeSiBa),優化提升工藝,將殘留鎂含量降至0.035-0.040%。
案例:從夾芯結構轉換為芯線結構
一家年產1.5萬噸球墨鑄鐵零件(汽車支架和差速器殼體)的中型鑄造廠,一直面臨著球墨鑄鐵球化率不穩定(78%~92%)以及因球墨鑄鐵球化率低和碳化物含量高而導致8%廢品率的問題。採用添加1.2% MgFeSi的夾層鑄造法後,殘餘鎂含量降至0.028%至0.052%。
轉換後 芯線注射 添加 0.7% 當量的 MgFeSi(6% Mg)絲材後,結果非常顯著:
- 殘餘鎂含量穩定在 0.038–0.042%(變化 <±0.003%)
- 結節性始終>92%(平均95%)
- 拒收率從8%下降到1.5%。
- MgFeSi 用量減少了 35%(相當於從 1.2% 降至 0.78%)
- 年度節省:合金成本節省 21 萬美元 + 廢料減少成本節省 18 萬美元
- 送絲機的投資回收期:4 個月
透過申請獲得推薦
| 生產規模 | 推薦方法 | 關鍵原理 |
|---|---|---|
| 小型鑄造廠(年產量<1000噸) | 三明治或通迪什 | 資本投入低,足以滿足中等品質要求。 |
| 中型鑄造廠(年產量1000-5000噸) | 中間包或包芯鋼絲 | 與夾芯式結構相比,中間包結構性能更優;包芯線材可提供一致性並降低合金消耗。 |
| 大型鑄造廠(年產量>5000噸) | 包芯線 | 優異的一致性、最低的合金成本、自動化、最少的煙霧、最高的球化率 |
| 薄截面鑄件(<6毫米) | 包芯線+FeSiSr接種 | 精確控制鎂含量可防止碳化物形成;鍶接種劑可增強抗寒性 |
| 厚截面鑄件(>100毫米) | 包芯線 + RE軸承MgFeSi | 較長時間的凝固需要較高的鎂保留率;稀土元素減緩衰減 |
要使球墨鑄鐵保持穩定的球化度,需要採取系統性的方法:根據您的氧化皮和品質要求選擇合適的鎂處理方法,嚴格控制基體鐵含量(尤其是硫含量),實施有效的孕育後處理,並監測殘餘鎂含量和衰減時間。對於大多數中大型鑄造廠而言, 芯線注射 該方法在回收率、一致性、球化度和總成本方面實現了最佳平衡——儘管對於那些無法投資送絲設備的用戶來說,中間包法仍然是一種可行的升級方案。 Bright Alloys 供應 MgFeSi合金(含3-10%鎂,以及稀土元素)、芯線和矽鐵孕育劑 為後續處理提供冶金支持,以優化您的球墨鑄鐵加工實踐。