
矽鐵(FeSi)是煉鋼中主要的脫氧劑,其去除熔融鋼中溶氧的能力僅次於鋁。然而,許多鋼鐵生產商將矽鐵視為一種大宗商品,忽略了不同等級矽鐵之間的顯著差異——尤其是在特定等級。 FeSi75(75% Si) 相對 FeSi72(72% Si) ——以及鋁和鈣等雜質的關鍵作用。這些差異直接影響矽的回收率、夾雜物的形狀以及最終鋼材的潔淨度。
本文提供了一份實用指南,指導如何選擇合適的矽鐵牌號、優化添加製程以實現最大回收率,以及了解雜質元素如何影響脫氧性能。對於特殊應用,也可以考慮其他牌號,例如: FeSi70 和 FeSi65 也可依特定的合金化要求提供。
為什麼選擇矽鐵?矽在脫氧過程中的作用
矽是一種強效脫氧劑,對氧氣具有強烈的親和力。脫氧反應如下:
[Si] + 2[O] → SiO₂(固態或液態)
與鋁脫氧產生固態氧化鋁 (Al₂O₃) 夾雜物不同,矽脫氧產生二氧化矽 (SiO₂)。當與錳結合使用時(如矽錳脫氧),生成的矽酸錳夾雜物在煉鋼溫度下呈液態,有利於浮選和去除。矽還能在最終鋼材產品中起到固溶強化作用。
與純矽金屬相比,矽鐵更受歡迎,因為它更經濟,熔點更低(~1300°C 而純矽的熔點約為 1414°C),並且更容易溶解在熔融鋼中。
FeSi75、FeSi72 及其他牌號:了解它們之間的差異
用於鋼材脫氧的最常用矽鐵牌號以其矽含量來區分。 Bright Alloys 提供全系列產品:
| 年級 | 矽含量 | 典型應用 | 主要特徵 |
|---|---|---|---|
| FeSi65 | 矽含量至少65% | 低矽鋼種,鑄造孕育處理(成本較低的選擇) | 對於要求不高的矽靶材應用而言,經濟實惠 |
| FeSi70 | 矽含量至少70% | 一般鋼材脫氧,成本敏感應用 | 經濟性和矽含量之間的平衡選擇 |
| FeSi72 | 72–75% 矽 | 大多數碳鋼和結構鋼的標準等級 | 供應充足,大量生產性價比高 |
| FeSi75 | 75–80% 矽 | 優質脫氧鋼、無塵鋼種、高強度低合金鋼、彈簧鋼 | 每公斤矽含量較高、雜質含量通常較低,是品質要求較高的應用領域的理想選擇。 |
| FeSi85 | 矽含量至少85% | 高矽特種鋼、電工鋼(小批量) | 最大矽濃度,特殊應用 |
用於特定用途的特種等級
除了標準塊狀鋼材外,特殊規格的鋼材還能滿足獨特的製程需求:
- FeSi68粉末 — 適用於壓塊、注射或快速溶解的細粉;是鋼包注射系統和需要快速釋放矽的應用的理想選擇。
- 用於電工鋼的高純度 FeSi76-79 — 超低鋁、鈦和鈣含量;對於磁性能要求極高的取向和非取向電工鋼而言至關重要。
何時選擇 FeSi75
- 更高的矽效率: 每公斤合金中矽含量越高,運輸和處理成本越低。
- 鋁含量較低: 適用於對氧化鋁夾雜物有要求的鋼材(例如軸承鋼、輪胎簾子線)。
- 更佳的穩定性: 優質的 FeSi75 來自可靠來源的化學成分規格更為嚴格。
- 適用於大量脫氧的經濟高效: 較低的添加速率即可達到相同的矽目標
何時選擇 FeSi72
- 對成本敏感的應用: 通常每噸價格較低(但要比較每噸有效矽的成本)
- 更高的鋁耐受性: 對於氧化鋁夾雜物影響較小的普通結構鋼而言,這種鋼材是可以接受的。
- 現有供應量: 某些地區的情況則較為一致 FeSi72 可用性
- 鈣含量降低: 對於某些特殊合金,可能是首選方案。
何時選擇 FeSi65 或 FeSi70
矽回收:計算並最大化良率
矽回收率是指脫氧後鋼中殘留的添加矽的百分比。損失途徑包括氧化進入爐渣、揮發、與鋼包耐火材料反應。典型的回收目標:
- 良好做法: 回收率88%–95%。
- 平均練習: 回收率82%–88%。
- 不良做法: 回收率70-80%。
回收率計算範例: 為了在100噸鋼水中添加0.20%的矽, FeSi75 (75% Si)回收率為 90%:
- 目標添加矽量 = 100,000 公斤 × 0.20% = 200 公斤矽
- 所需 FeSi75 = 200 kg ÷ (75% × 90% 回收率) = 200 ÷ 0.675 = 296 kg
- 如果回收率下降到 80%,則所需的 FeSi75 增加到 200 ÷ (0.75 × 0.80) = 333 kg (+12.5% 的消耗量)
影響矽回收的因素
| 因素 | 對恢復的影響 | 優化策略 |
|---|---|---|
| 爐渣FeO含量 | 高FeO含量(>5%)會消耗矽,使矽的回收率降低10-20%。 | 盡量減少氧化性爐渣的殘留;在添加 FeSi 之前將 FeO 含量降低至 3% 以下。 |
| 添加溫度 | 過熱度(高於液相線100°C以上)會加劇氧化反應。 | 對於大多數鋼種,在 1600–1630°C 時添加 FeSi。 |
| 加法 | 鋼包添加回收率為 85-92%;流添加回收率為 90-95% | 盡可能採用後期添加的方式;確保添加劑能夠深入熔渣層下方。 |
| 用湯匙攪拌 | 攪拌不足會導致局部矽濃度過高和爐渣損失。 | 加入後攪拌3-5分鐘,以確保混合均勻。 |
| 顆粒大小和形態 | 過細的顆粒(<5 mm)在溶解前會氧化,導致回收率降低 5-10%;粉末狀物料需要特殊處理。 | 指定含細粉量<5%的FeSi;對於粉末應用,請使用 FeSi68粉末 適用於細顆粒的壓塊或噴射系統 |
鋁和鈣雜質的作用
矽鐵中總是含有微量的鋁和鈣-通常各佔0.5%至2.0%,具體含量取決於生產過程(使用石英和焦炭的碳熱還原法)。這些雜質並非僅僅是污染物;它們會積極參與脫氧和夾雜物的形成。對於需要最高純度的應用,例如電工鋼, 高純度 FeSi76-79 可提供超低鋁和鈦含量的產品。
矽鐵中的鋁
- 正面影響: 鋁的脫氧能力比矽強。 FeSi中的鋁能提供額外的脫氧能力,通常可以減少單獨添加鋁的需要。
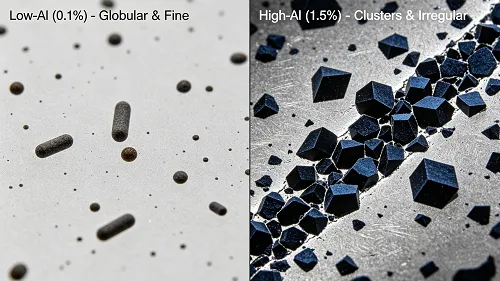
- 負面影響: 鋁會產生難以去除的固體氧化鋁(Al₂O₃)夾雜物,這些夾雜物會在連鑄過程中造成噴嘴堵塞。
- 對於潔淨鋼材: 軸承鋼、輪胎簾線鋼和彈簧鋼應選用低鋁 FeSi(<0.5% Al)。 FeSi75 通常比標準 FeSi72 的 Al 含量低。
- 對於電工鋼: 鋁對磁性尤其有害; 高純度等級 鋁含量低於 0.1% 的成分至關重要。
- 對於一般鋼材: 標準鋁含量(0.5-1.5%)是可以接受的,而且通常是有益的。
矽鐵中的鈣
- 正面影響: 鈣能將氧化鋁夾雜物轉化為液態鋁酸鈣,這種物質危害較小,也能減少噴嘴阻塞。
- 最佳範圍: 0.3-1.0% 的鈣含量可在不增加過多成本或產生副作用的情況下,對包合物進行有益的改良。
- 鈣過量: 硫含量超過 1.5% 時,會形成 CaS 夾雜物(如果存在硫),並增加爐渣黏度。
- 對於經鈣處理的鋼材: 標準 FeSi 鈣含量通常足夠;避免過度治療。
添加時機和最佳實踐
湯匙加料(傳統)
- 定時: 在用鋁進行部分脫氧(如果使用)後或添加SiMn後,在攻牙過程中添加FeSi。
- 放置: 加入到出料流中以促進混合;避免滴落到固體爐渣層。
- 復甦預期: 85-90%
- 最適合: 普通碳鋼,大爐次,無送絲機的鑄造廠
- 成績: FeSi72 或者 FeSi75 標準塊狀尺寸(10–50 毫米)
流(後期)添加
- 定時: 在鋼包到中間包的過渡階段(用於連鑄)或在鑄錠成型的填充階段(用於鑄錠鑄造)向金屬流中添加 FeSi。
- 裝置: 容積式自動加料器或手動添加
- 復甦預期: 90-95%
- 最適合: 潔淨鋼材等級、精確的脫氧控制、最大限度減少再氧化
- 成績: FeSi75 或者 FeSi85 滿足高矽需求
粉末和注射劑應用
- 應用: 適用於需要細粒度顆粒的鋼包噴射系統或壓塊機
- 所用等級: FeSi68粉末 具有可控的粒徑分佈(通常<1毫米或<150微米)
- 優勢: 快速溶解,精確添加控制,適用於自動化進料系統
- 復甦預期: 85–92%(需要合適的注入深度和氣體流量)
優化工作流程
- 測量氧活性: 使用探條感測器測定取水後的溶氧含量(如果採用 FeSi 初級脫氧,目標值為 200-400 ppm)。
- 計算加法: 在您的實踐中使用基於歷史資料的恢復公式
- 選擇年級: 選擇 FeSi72 對於一般鋼材而言, FeSi75 對於優質等級,或 高純度 FeSi76-79 用於電工鋼應用
- 加入 FeSi: 在敲擊或流入溪流中以獲得最佳恢復效果
- 攪拌: 用氬氣攪拌3-5分鐘(輕柔,不要劇烈)
- 重新測量氧氣: 檢測殘餘氧含量(鎮靜鋼<30 ppm),必要時進行調整。
- 化學樣品: 確認矽含量符合規格
按鋼材等級選擇指南
| 鋼材等級 | 推薦的FeSi等級 | 鋼中的靶矽 | 特殊考慮 |
|---|---|---|---|
| 建築/鋼筋/商業酒吧 | FeSi70 或者 FeSi72 | 0.10–0.30% | 可接受的標準鋁鈣含量;典型回收率為 85-90%。 |
| 結構/高強度低合金鋼 | FeSi75 (低鋁優先) | 0.15–0.40% | 低鋁FeSi合金是滿足缺口韌性要求的高強度低合金鋼的首選材料。 |
| 彈簧鋼 | FeSi75 低鋁(<0.5% Al) | 1.5%–2.5% | 關鍵潔淨度-高矽含量需要持續回收 |
| 軸承鋼 | FeSi75 低鋁(<0.5% Al) | 0.20–0.40% | 氧化鋁夾雜物是不可接受的;低鋁鐵矽合金不可或缺。 |
| 輪胎簾線鋼 | FeSi75 超低鋁(<0.3% Al) | 0.15–0.30% | 嚴格的夾雜物控制-指定優質低鋁矽鐵 |
| 電工鋼(GOES / NOES) | 高純度 FeSi76-79 | 2.5%–3.5% | 超低鋁、鈦、鈣含量可達到最佳磁性;標準矽鐵牌號碼無法滿足這些要求。 |
| 鑄造廠接種(灰鐵) | FeSi65 或標準 FeSi72 | 根據需要(接種劑添加量通常為 0.1-0.4%) | 經濟實惠的矽源;常用作特種接種劑的基礎原料。 |
特殊應用:電工鋼和高純度要求
對於取向矽鋼(GOES)和無取向矽鋼(NOES),標準矽鐵鋼是不可接受的。鋁、鈦和鈣雜質會嚴重降低其磁性能,具體表現為:
- 形成細小的沉澱物,這些沉澱物會釘扎晶界並抑制戈斯織構的形成。
- 矯頑力增加和磁滯損耗增大
- 降低磁導率和飽和感應強度
對於這些要求嚴苛的應用, 高純度 FeSi76-79 經過專門設計:
- 鋁含量 < 0.05%(最高 500 ppm,通常 <300 ppm)
- Ti < 0.02% (最高 200 ppm)
- 鈣含量 < 0.03%(最高 300 ppm)
- C < 0.02% (最高 200 ppm)
- 矽含量穩定(76-79%),達到精確合金化
低矽恢復率故障排除
| 症狀 | 可能原因 | 解決方案 |
|---|---|---|
| 恢復率始終低於 80%。 | 高爐渣FeO含量(>5%)、細粉過多、混合不充分、鋼種選擇不當 | 減少氧化性爐渣的帶入量,選用低細度的矽鐵,改善攪拌;考慮改用 FeSi70 到 FeSi72 或者 FeSi75 為了更好地溶解 |
| 回收率不穩定(熱回收率波動較大) | 添加時間或位置不一致,爐渣條件多變 | 規範添加流程,添加前監測爐渣中FeO含量 |
| 儘管添加計算正確,但最終矽含量仍然很低。 | 回收率估計不足、熔體過度氧化、溫度過高 | 將計算出的添加量增加 5-10%,檢查出鋼溫度(<1680°C) |
| 高鋁夾雜物 | FeSi 中過量的鋁或單獨添加鋁 | 改用低鋁 FeSi75 降低等級,減少或取消單獨的鋁添加 |
| 電工鋼磁性差 | 標準矽鐵中的雜質(Al、Ti、Ca) | 升級到 高純度 FeSi76-79 用於電工鋼應用 |
案例範例:從 FeSi72 升級到 FeSi75
年產40萬噸高強度低合金鋼的結構鋼廠使用 FeSi72 含1.8%鋁和0.8%鈣。雖然回收率尚可接受(86%),但最終鋼材中偶爾會出現氧化鋁團簇,導致客戶投訴軋製產品的表面品質。改用 低鋁 FeSi75 (0.4% 鋁,0.9% 鈣) 使用相同的矽靶材:
- 氧化鋁夾雜物含量(ASTM E45)從 1.5 提高到 0.8(降低了 47%)
- 矽回收率提高至 91%(提高了 5 個百分點)
- 儘管品位較高(每公斤矽含量較高),但淨 FeSi 消耗量下降了 8%。
- 與表面缺陷相關的客戶投訴下降了65%。
- 合金消耗量減少和廢品率降低的年度節省:32 萬美元
案例二:電工鋼純度提升
一家生產用於電動車馬達疊片的無取向電工鋼(NOES)的特殊鋼廠在使用標準製程時,發現鐵芯損耗值不穩定(1.5 T,50 Hz 時為 3.5–4.5 W/kg)。 FeSi75 含0.12%鋁和0.03%鈦。切換到 高純度 FeSi76-79 (Al < 0.03%,Ti < 0.008%),鐵芯損耗穩定在 3.2–3.5 W/kg — 提高了 18%,使軋機能夠滿足電動車牽引馬達的高級效率規範。
教訓: 優質 FeSi75 和高純度特殊鋼通常可以透過提高回收率、品質和性能來收回成本——最便宜的合金並不總是最具成本效益的。
矽鐵仍然是大多數鋼種必不可少的脫氧劑,但要最大限度地發揮其價值,需要仔細選擇鋼種——從 FeSi65 適用於經濟型鑄造廠 FeSi75 適用於優質鋼材等級 高純度 FeSi76-79 對於電工鋼而言,控制雜質(鋁、鈣)、優化添加製程以及選擇合適的鋼對於降低合金消耗、提高鋼材潔淨度以及降低生產成本至關重要。 Bright Alloys 提供全系列產品。 矽鐵等級— FeSi65, FeSi68粉末, FeSi70, FeSi72, FeSi75, FeSi85, 和 用於電工鋼的高純度FeSi76-79 — 採用經認證的化學成分和客製化尺寸,適用於鋼包或物料流添加,並有冶金支持,以優化您的脫氧製程。