Grain refinement is one of the most cost-effective metallurgical tools available to aluminum ingot producers. The addition of Al-Ti-B master alloys (typically AlTi5B1 or AlTi3B3) transforms coarse, columnar grains into fine, equiaxed structures — dramatically improving mechanical properties, reducing hot tearing, and enhancing downstream processing performance. Yet many melt shops fail to realize the full potential of grain refinement due to improper addition techniques, inadequate stirring, or overlooked fade effects.
This article provides a practical guide to optimizing grain refinement with Al-Ti-B master alloys, covering selection, addition best practices, fade management, and the resulting property improvements that justify every kilogram of master alloy added.
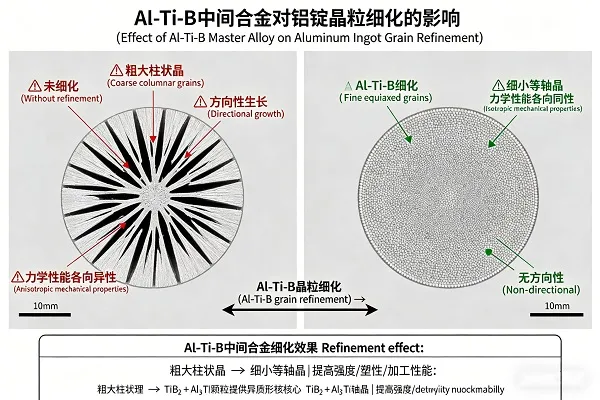
Why Grain Refinement Matters
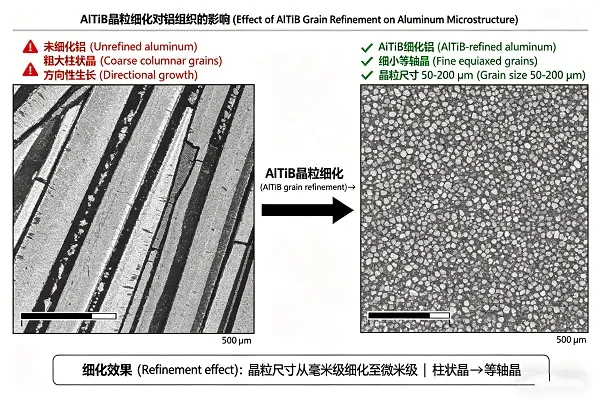
Unrefined aluminum solidifies with large, columnar grains that grow directionally from the mold wall. This structure has several disadvantages:
- Poor mechanical properties: Coarse grains reduce yield strength and elongation
- Hot tearing susceptibility: Columnar grains interlock poorly, leading to cracks during solidification
- Segregation: Large grains promote microsegregation of alloying elements
- Inconsistent anodizing response: Grain orientation variations cause uneven surface appearance
- Reduced feeding: Poor intergranular feeding increases shrinkage porosity
Fine, equiaxed grains (typically 100–300 μm diameter) address all these issues, producing stronger, more ductile, and more consistent ingots.
The Mechanism: How Al-Ti-B Works
Al-Ti-B master alloys contain two key intermetallic phases that act as nucleation sites for aluminum grains:
- TiB₂ (titanium diboride) particles: These are the primary nucleants. TiB₂ has a similar crystal structure to aluminum and a low lattice mismatch, making it an excellent heterogeneous nucleation substrate. Typical TiB₂ particle size is 0.5–3 μm.
- TiAl₃ (titanium trialuminide) particles: These dissolve during holding, releasing titanium into solution. The dissolved titanium reduces the growth rate of aluminum grains, giving TiB₂ particles more opportunity to nucleate new grains.
The grain refinement efficiency depends on the number of active TiB₂ particles and the dissolved titanium level. Poor addition practices can deactivate TiB₂ particles (through agglomeration or sedimentation) or allow titanium to be lost to oxide dross.
Selecting the Right Al-Ti-B Grade
Two commercial grades dominate the aluminum grain refinement market:
| Grade | Composition | Ti:B Ratio | Typical Addition Rate | Best Applications |
|---|---|---|---|---|
| AlTi5B1 (most common) | 5% Ti, 1% B | 5:1 | 1–3 kg/ton | General aluminum alloys, foundry alloys, extrusion billets, rolling ingots |
| AlTi3B3 (high boron) | 3% Ti, 3% B | 1:1 | 0.5–1.5 kg/ton | High-silicon alloys (>7% Si), alloys with grain refinement challenges, thin-section castings |
| AlTi5B0.6 (low boron) | 5% Ti, 0.6% B | 8.3:1 | 1–3 kg/ton | Specialty alloys, certain extrusion grades |
Selection guideline: Start with AlTi5B1 for most applications. If you experience fading or insufficient refinement in high-silicon alloys (>7% Si), switch to AlTi3B3. The higher boron content provides more TiB₂ particles for nucleation.
Proper Addition Techniques: The Key to Success
Adding Al-Ti-B master alloy is not simply dumping rods or waffles into the furnace. Follow these proven practices:
Addition Temperature
- Optimal range: 710–740°C
- Too low (<690°C): Incomplete dissolution of master alloy; TiB₂ particles may not disperse
- Too high (>760°C): Accelerated particle coarsening (Ostwald ripening), reduced efficiency, increased oxidation
Addition Form and Placement
- Rod form (19–25 mm diameter): Feed into the molten metal stream during transfer or plunge into the furnace. Avoid dropping on top of the melt where it sits on the dross layer.
- Waffle or slab form: Add to the furnace during alloying. Ensure the master alloy is submerged quickly; use a plunge bell if necessary.
- Coil form (for in-line addition): Feed continuously into the launder during casting. This provides fresh TiB₂ particles directly before solidification — minimal fade.
Stirring Requirements
Stirring is non-negotiable. After addition, stir the melt thoroughly for 5–10 minutes using mechanical or electromagnetic stirring. Insufficient stirring leads to:
- TiB₂ particle agglomeration and sedimentation
- Non-uniform grain size across the ingot
- Inconsistent refinement from heat to heat
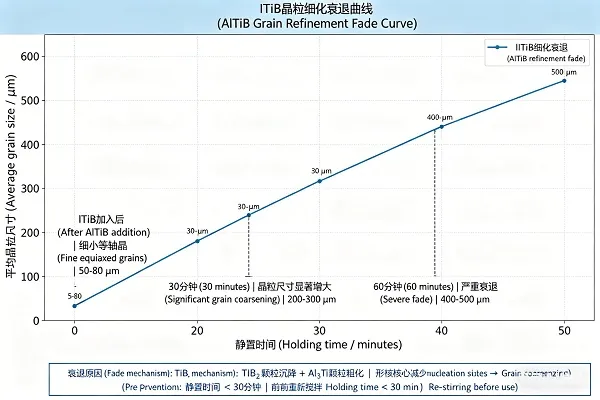
Understanding and Managing Fade
Fade is the progressive loss of grain refinement effectiveness over time after master alloy addition. Fade occurs due to:
- Particle sedimentation: TiB₂ particles (density 4.5 g/cm³) are heavier than aluminum (2.7 g/cm³) and settle to the furnace bottom over time
- Particle agglomeration: TiB₂ particles collide and form clusters, reducing the number of active nucleation sites
- Poisoning: Certain elements (Zr, Cr, Mn, Si at high levels) can deactivate TiB₂ particle surfaces
- Dissolved titanium loss: Titanium oxidizes into the dross layer
Fade Timeline and Management Strategies
| Time After Addition | Expected Grain Size | Recommended Action |
|---|---|---|
| 0–15 minutes (peak refinement) | 100–200 μm (excellent) | Cast immediately for best results |
| 15–30 minutes | 200–300 μm (good) | Acceptable for most applications |
| 30–60 minutes | 300–500 μm (fair) | Re-stir before casting; consider additional master alloy |
| >60 minutes | 500–1000+ μm (poor) | Add fresh master alloy; redesign practice to shorten holding time |
Fade management best practices:
- Cast within 15 minutes of Al-Ti-B addition whenever possible
- For longer holding times: Use in-line addition (wire feeder) directly into the launder, eliminating fade entirely
- Re-stir before casting if holding exceeds 30 minutes — this re-suspends settled TiB₂ particles
- For high-silicon alloys (>7% Si): Use AlTi3B3, which has better fade resistance due to higher particle density
Impact on Mechanical Properties
The Hall-Petch relationship (σ_y = σ_0 + k·d^{-1/2}) quantifies the effect of grain size on yield strength. Finer grains produce stronger materials. For aluminum alloys, proper grain refinement typically achieves:
- Yield strength increase: 15–25% compared to unrefined material
- Elongation improvement: 20–40% increase in ductility
- Hot tearing reduction: 50–80% fewer cracks
- Fatigue life extension: 2–5x longer under cyclic loading
For cast aluminum alloys (e.g., A356), grain refinement also improves feeding during solidification, reducing microshrinkage porosity.
Poisoning: What It Is and How to Avoid It
Grain refinement poisoning occurs when certain elements in the alloy deactivate TiB₂ nucleation sites. Known poisons include:
- Zirconium (Zr): Forms (Ti,Zr)B₂ particles with poor lattice matching to aluminum
- Chromium (Cr): Similar poisoning mechanism to Zr
- Manganese (Mn): Mild poison at high levels (>0.5%)
- Silicon (Si) at very high levels (>10%): Can reduce TiB₂ wetting
Solutions for poisoned alloys:
- Increase addition rate by 50–100% to overcome poisoning
- Switch to AlTi3B3 (more TiB₂ particles per kg)
- Use in-line addition (wire feeder) to minimize time between addition and solidification
- Consider alternative refiners (e.g., Al-Ti-C) for severely poisoned systems
Grain Refinement for Different Aluminum Alloy Families
| Alloy Family | Typical Grain Size Target | Recommended Al-Ti-B Grade | Addition Rate (kg/ton) | Special Considerations |
|---|---|---|---|---|
| 1xxx (pure Al) | 100–200 μm | AlTi5B1 | 1–2 | Easily refined; low addition sufficient |
| 3xxx (Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Manganese may cause mild poisoning |
| 5xxx (Al-Mg) | 150–250 μm | AlTi5B1 | 1.5–2.5 | No special issues |
| 6xxx (Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | Excellent response; used for extrusion billets |
| 7xxx (Al-Zn-Mg) | 120–220 μm | AlTi5B1 | 1.5–3 | Higher Zr levels may require increased addition |
| Al-Si casting alloys (A356, A380) | 100–250 μm | AlTi5B1 or AlTi3B3 | 1–2 (AlTi5B1) or 0.5–1 (AlTi3B3) | AlTi3B3 preferred for >7% Si |
Quality Control: Verifying Grain Refinement Effectiveness
To ensure consistent grain refinement, implement these verification steps:
- Macroetch testing: Section ingots and etch with 10–20% NaOH to reveal grain structure. Compare to reference standards.
- Linear intercept method: Measure average grain size using ASTM E112. Target grain size depends on alloy and application, but generally <300 μm is acceptable for most ingot products.
- Thermal analysis: Monitor the temperature plateau during solidification. Refined aluminum shows a longer, flatter plateau due to more nucleation sites.
- Hot tear inspection: Reduced hot tearing in casting trials confirms effective refinement.
Case Example: Extrusion Billet Transformation
An extruder producing 6063 aluminum billets for architectural applications experienced inconsistent extrusion speeds and poor surface finish due to variable grain size (300–800 μm) across heats. Their existing practice used AlTi5B1 addition at 1.5 kg/ton without standardized stirring or fade management.
After implementing an optimized grain refinement protocol:
- AlTi5B1 addition maintained at 1.5 kg/ton
- Mechanical stirring increased from 2 minutes to 8 minutes after addition
- Holding time limited to 20 minutes maximum before casting
- In-line wire feeder installed for critical orders
Results after three months:
- Grain size stabilized at 120–180 μm (coefficient of variation reduced by 70%)
- Extrusion speed increased 18% (same press, same die)
- Surface finish improved to Class A anodizing quality
- Rejects for surface defects dropped from 5.2% to 1.1%
- Annual savings from reduced scrap and increased productivity: $320,000
The lesson: Proper technique multiplies the value of master alloy investment.
Troubleshooting Common Grain Refinement Problems
| Problem | Possible Causes | Solutions |
|---|---|---|
| Coarse grains (>500 μm) | Insufficient addition, no stirring, excessive fade, poisoning | Increase addition rate, ensure 5-10 min stirring, cast within 15 min, check for Zr/Cr |
| Inconsistent grain size (bimodal distribution) | Poor mixing, particle agglomeration, localized under-stirring | Improve stirring pattern, add master alloy in multiple locations, use electromagnetic stirring |
| No refinement despite addition | Poisoned alloy (Zr, Cr), TiB₂ particle sedimentation, temperature too low | Check alloy chemistry, re-stir before casting, verify melt temperature >710°C |
| Fade occurs too quickly (<15 minutes) | Poor particle distribution, high silicon content, low boron level | Switch to AlTi3B3, use in-line addition, re-stir before each pour |
Al-Ti-B master alloys are the most powerful and cost-effective tools for grain refinement in aluminum ingot production, but their effectiveness depends entirely on proper practice. By selecting the right grade (AlTi5B1 for most alloys, AlTi3B3 for high-silicon or challenging applications), adding at the correct temperature (710–740°C), stirring thoroughly (5–10 minutes), managing fade (cast within 15 minutes or re-stir), and verifying results through macroetch testing, melt shops can achieve fine, equiaxed grain structures that deliver superior mechanical properties, reduced hot tearing, and consistent quality heat after heat. Bright Alloys supplies AlTi5B1, AlTi3B3, and AlTi5B0.6 master alloys in rod, waffle, and coil forms, backed by metallurgical support to optimize your grain refinement practice.