Silicon is the most important alloying element in aluminum casting alloys. Over 85% of all aluminum castings are produced from Al-Si alloys — from A356 automotive wheels to A380 engine blocks. This dominance is no accident: silicon dramatically improves casting performance while offering an exceptional combination of strength, ductility, and corrosion resistance.
This article explains how silicon content affects the behavior of aluminum alloy ingots during casting and the resulting physical properties of finished components. Whether you specify ingot for sand casting, permanent mold, or high-pressure die casting, understanding silicon's role is essential for quality and cost control.
Why Silicon? The Metallurgical Rationale
Silicon is added to aluminum casting alloys for several fundamental reasons:
- Excellent castability: Silicon dramatically improves fluidity, allowing molten metal to fill thin sections and complex mold geometries
- Low shrinkage: Al-Si alloys have a narrow freezing range (especially near the eutectic composition), reducing hot tearing and shrinkage porosity
- Lightweight: Silicon (density 2.33 g/cm³) is lighter than aluminum (2.70 g/cm³), so higher silicon content reduces casting weight
- Good mechanical properties: Silicon particles strengthen the alloy while maintaining ductility (especially when modified)
- Excellent corrosion resistance: Silicon improves passivation behavior
- Low thermal expansion: High-silicon alloys have reduced thermal expansion coefficients, ideal for precision components
The Source: High-Purity Silicon Metal for Alloying
The quality of aluminum-silicon casting alloys begins with the silicon metal used as the alloying addition. For premium aluminum castings, high-purity silicon metal is essential to avoid introducing unwanted impurities that can degrade mechanical properties and castability. Bright Alloys supplies a complete range of silicon metal grades suitable for aluminum alloy production:
- Grade 97 Silicon Metal (97% Si minimum) — An economical option for general-purpose aluminum casting alloys where maximum purity is not required
- Grade 331 Silicon Metal (99.3% Si) — Standard grade for most aluminum-silicon casting alloys, balancing purity and cost
- Grade 441 Silicon Metal (99.1% Si, low Fe, Al, Ca) — Preferred for premium castings requiring consistent chemistry and reduced iron content
- Grade 553 Silicon Metal (98.5% Si) — Widely used for standard foundry alloys, offering good value for volume production
- Grade 1101 Silicon Metal (99.7% Si, ultra-low impurity) — For aerospace and high-performance castings demanding maximum purity and consistency
The selection of silicon metal grade directly impacts the final alloy's impurity levels — particularly iron, calcium, and aluminum — which in turn affect casting fluidity, anodizing response, and mechanical properties.
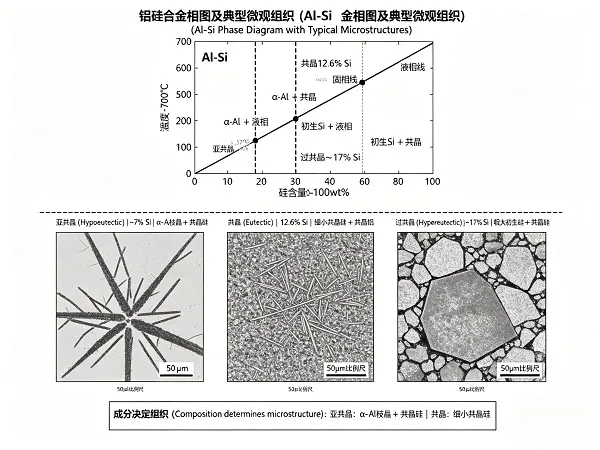
The Al-Si Phase Diagram: Hypoeutectic, Eutectic, and Hypereutectic
The aluminum-silicon phase diagram is the foundation for understanding these alloys. The key feature is the eutectic point at 12.6% silicon and 577°C.
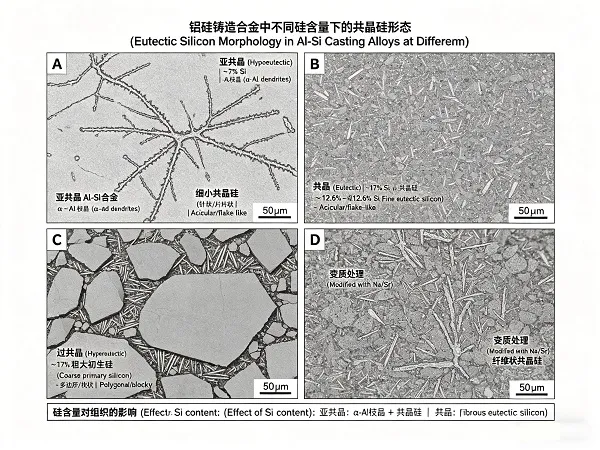
Hypoeutectic Alloys (< 12.6% Si)
Examples: A356 (7% Si), A357 (7% Si), A319 (6% Si), A356.2 (7% Si)
Microstructure: Primary aluminum dendrites + Al-Si eutectic in interdendritic regions
Characteristics: Good ductility, excellent combination of strength and elongation, widely used for structural castings requiring pressure tightness and good fatigue properties. Modification with strontium or sodium is standard practice to transform acicular silicon flakes into fibrous morphology, improving ductility by 2-3x.
Eutectic Alloys (12.6% Si)
Examples: A413 (12% Si), LM6 (12% Si)
Microstructure: Fully eutectic — fine mixture of aluminum and silicon
Characteristics: Maximum fluidity, minimal shrinkage, excellent pressure tightness, good corrosion resistance. Best castability of all Al-Si alloys. Moderate strength and ductility (improved with modification). Ideal for complex thin-wall castings, hydraulic components, and intricate die castings.
Hypereutectic Alloys (> 12.6% Si)
Examples: A390 (17% Si), A390.1 (17-18% Si), A391 (19% Si)
Microstructure: Primary silicon crystals + Al-Si eutectic
Characteristics: Very low thermal expansion (17-19 ppm/°C), excellent wear resistance, high hardness, good elevated temperature strength. Primary silicon particles act as hard wear-resistant phases. Requires special processing (phosphorus inoculation) to refine primary silicon. Challenging to machine (requires diamond tooling). Used for engine blocks, pistons, cylinder liners, and wear-resistant components.
Effect on Casting Performance
Fluidity (Molten Metal Flow)
Fluidity increases with silicon content up to the eutectic point, then decreases. At 0% Si, aluminum has poor fluidity. At 7% Si (A356), fluidity improves approximately 50% compared to pure aluminum. At 12% Si (A413), fluidity reaches maximum — about 100% better than pure aluminum. This is why thin-wall die castings (1-2 mm sections) typically use near-eutectic alloys.
Hot Tearing (Cracking) Susceptibility
Hot tearing occurs when solidifying metal cannot accommodate contraction stresses. The narrow freezing range of eutectic alloys (only ~5°C) minimizes hot tearing. Hypoeutectic alloys with 5-9% Si have intermediate hot tearing susceptibility. Alloys below 3% Si (e.g., 2xxx series) are highly susceptible and rarely sand or permanent mold cast.
Shrinkage and Feeding
Total solidification shrinkage decreases as silicon content increases: Pure aluminum: ~6.6% volumetric shrinkage. A356 (7% Si): ~4.5% shrinkage. A413 (12% Si): ~3.8% shrinkage. A390 (17% Si): ~3.0% shrinkage. Lower shrinkage means smaller risers, higher yield, and less porosity.
Effect on Physical and Mechanical Properties
| Property | Low Si (<5%) | Medium Si (5-9%) | High Si (12-18%) | Practical Implication |
|---|---|---|---|---|
| Tensile strength (as-cast) | Low (~120-150 MPa) | Good (~180-240 MPa) | Moderate (~150-200 MPa) | Hypoeutectic offers best strength after heat treatment (A356-T6: 310 MPa UTS) |
| Elongation (ductility) | High (~10-15%) | Good (~5-12%) | Low (~1-3%) | Higher Si reduces ductility; modification restores some ductility in hypoeutectic alloys |
| Hardness (Brinell) | Low (~30-40 HB) | Moderate (~60-90 HB) | High (~100-150 HB) | Hypereutectic alloys excellent for wear applications |
| Density (g/cm³) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | Weight savings of 1-3% from eutectic alloys (using higher-purity Grade 441 or 553 silicon metal helps maintain low impurity levels while achieving these density benefits) |
| Coefficient of Thermal Expansion (10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | High Si reduces thermal expansion — critical for pistons and precision components |
| Thermal conductivity (W/m·K) | ~200 | ~150-170 | ~120-140 | Lower conductivity with higher Si — acceptable for most castings but consider for heat exchangers |
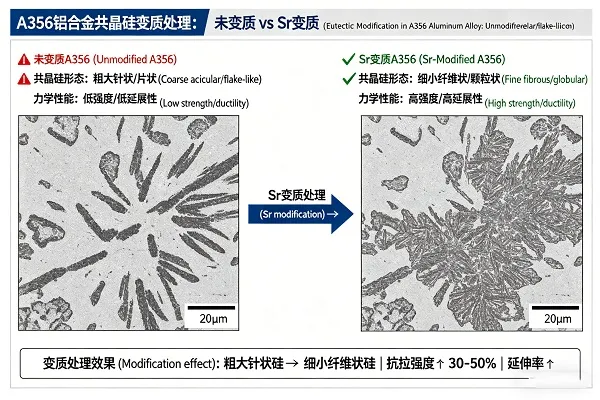
Silicon Morphology: As-Cast vs. Modified
The shape of silicon particles dramatically affects mechanical properties. In unmodified hypoeutectic alloys, silicon forms coarse, acicular (needle-like) platelets that act as stress risers, limiting ductility to 2-4% elongation.
Modification (0.005-0.03% Sr or Na addition) transforms acicular silicon into fine fibrous morphology. Results: Elongation increases from 3% to 10-12% (A356). Tensile strength increases 15-25%. Fatigue life improves 2-5x. Fracture toughness doubles. For this reason, virtually all hypoeutectic Al-Si casting alloys are modified in modern foundries. The effectiveness of modification depends partly on the purity of the silicon source — high-purity Grade 1101 silicon metal (99.7% Si) minimizes interfering impurities that can poison the modification reaction.
Common Aluminum-Silicon Casting Alloys
| Alloy | Si (%) | Type | Typical Applications | Key Properties |
|---|---|---|---|---|
| A356 / A356.2 | 6.5-7.5% | Hypoeutectic | Automotive wheels, suspension components, structural castings, aerospace fittings | Excellent strength-to-weight ratio after T6 heat treatment (310 MPa UTS, 10% elongation). Best all-purpose casting alloy. Requires Sr modification. Best results with Grade 441 or 331 silicon metal. |
| A357 | 6.5-7.5% | Hypoeutectic | Aerospace castings, high-performance automotive, military components | A356 with higher Mg (0.5-0.7%) for higher strength after heat treatment (345 MPa UTS). Premium alloy. Requires high-purity Grade 1101 silicon metal for aerospace certification. |
| A319 | 5.5-6.5% | Hypoeutectic | Engine cylinder heads, intake manifolds, transmission cases, pumps | Good elevated temperature strength, excellent pressure tightness, good machinability. Contains Cu (3-4%) for strength. |
| A380 | 7.5-9.5% | Hypoeutectic (near-eutectic) | Die castings — electronics housings, power tool bodies, automotive brackets, appliance components | Best die casting alloy: excellent fluidity, good strength, good corrosion resistance. 80% of aluminum die castings are A380. |
| A413 | 11-13% | Eutectic / near-eutectic | Thin-wall die castings, hydraulic components, intricate shapes, pressure-tight castings | Maximum fluidity, excellent pressure tightness, minimal shrinkage. Lower strength than A356 but superior castability. |
| A390 | 16-18% | Hypereutectic | Engine blocks (some), pistons, cylinder liners, compressor components, wear rings | Very high wear resistance, low thermal expansion, high hardness. Requires special handling (P inoculation, diamond tooling). High-purity Grade 97 or 553 silicon metal is typically used for these high-silicon alloys. |
Effect of Silicon on Secondary Processing
Heat Treatability
Hypoeutectic alloys (A356, A357) respond excellently to T5, T6, and T7 heat treatments. Solution treatment dissolves Mg₂Si precipitates, followed by aging to form fine strengthening precipitates. Eutectic alloys (A413) show minimal response to heat treatment (no Mg). Hypereutectic alloys are typically used as-cast (T1) or with limited aging.
Machinability
Low Si (<5%): Gummy, poor chip formation, built-up edge. Moderate Si (5-9%): Good machinability with proper tooling. High Si (12-18%): Abrasive, requires carbide or diamond tooling, but produces excellent surface finish. Hypereutectic alloys (A390) are among the most abrasive aluminum alloys but can be finished to mirror-like surfaces. The iron content in silicon metal (lower in Grade 441 and 331) significantly affects tool life during machining operations.
Weldability
Decreases with increasing silicon content. A356/A357 have good weldability (GTAW, GMAW). A380/A413 have poor weldability due to high silicon and copper content — not recommended for structural welding.
Practical Alloy Selection Guide
Use this decision framework to select the optimal Al-Si casting alloy for your application:
- Need maximum ductility and strength after heat treatment? → A356 or A357 (6.5-7.5% Si) with T6 heat treatment. Specify Grade 441 or 331 silicon metal for optimal results.
- Need complex, thin-wall die casting with good as-cast properties? → A380 (8-9% Si) for general die casting; A413 (11-13% Si) for extreme thin walls. Grade 553 silicon metal is the standard choice.
- Need wear resistance and low thermal expansion? → A390 (16-18% Si) hypereutectic. Grade 97 silicon metal offers an economical silicon source for these high-silicon alloys.
- Need elevated temperature strength (engine applications)? → A319 (5.5-6.5% Si) with Cu addition
- Need pressure tightness for hydraulic components? → A413 (eutectic) or A356 (with careful feeding)
- Need aerospace-grade certification with maximum purity? → A357 with Grade 1101 silicon metal (99.7% Si, ultra-low impurities)
Case Example: Automotive Wheel Alloy Selection
A manufacturer of cast aluminum automotive wheels evaluated three candidate alloys: A380 (9% Si), A356 (7% Si), and A413 (12% Si). Requirements: high strength for safety, good ductility for impact resistance, excellent surface finish for cosmetic appeal, and ability to cast thin spokes (5 mm sections). Results: A380 offered good castability but limited ductility (3-5% elongation) and poor heat treatment response. A413 offered excellent castability but lower strength (200 MPa UTS). A356 with Sr modification and T6 heat treatment delivered 310 MPa UTS, 10% elongation, and acceptable castability with proper gating. The foundry specified Grade 441 silicon metal for its consistent low iron content, which improved ductility and anodizing consistency. A356 was selected — demonstrating that the best castability does not always win; property requirements drive selection, and the quality of the silicon metal directly enables those properties.
Silicon content is the single most important variable in aluminum casting alloy design. From hypoeutectic A356 for structural castings to eutectic A413 for thin-wall die castings to hypereutectic A390 for wear-resistant components, silicon controls fluidity, hot tearing resistance, shrinkage, mechanical properties, and secondary processing behavior. By understanding the Al-Si phase diagram and the trade-offs associated with different silicon levels, foundries and casting buyers can select the optimal alloy for each application — balancing castability, cost, and final component performance. The foundation of every quality aluminum-silicon casting is high-purity silicon metal. Bright Alloys supplies a complete range of silicon metal grades — Grade 97, 331, 441, 553, and 1101 — with certified chemistry to meet the exacting requirements of aluminum foundries worldwide.