The transformation of gray iron's flake graphite into ductile iron's spheroidal nodules requires one essential element: magnesium. Yet magnesium's violent reaction with molten iron, low solubility, and rapid fading make treatment the most critical — and challenging — step in ductile iron production. Selecting the right method and optimizing process parameters directly determines nodularity, mechanical properties, and casting soundness.
This article compares the three primary magnesium treatment methods — tundish cover, sandwich, and cored wire injection — providing practical guidance to achieve consistent >90% nodularity with optimal recovery and minimal fade.
The Magnesium Challenge: High Reactivity, Low Solubility
Magnesium has a boiling point of 1090°C — well below typical iron tapping temperatures (1400–1500°C). When added to molten iron, magnesium vaporizes instantly, creating intense turbulence and fume. The key to successful treatment is controlling this violent reaction to achieve residual magnesium levels of 0.030–0.045%, sufficient for spheroidization without excessive carbides or dross.
All commercial methods use magnesium ferrosilicon (MgFeSi) alloys, typically containing 3–10% Mg, along with rare earths (Ce, La) and calcium to moderate the reaction and enhance nodularity.
Method 1: Sandwich Method (Conventional)
The sandwich method remains the most widely used treatment technique, particularly in smaller foundries due to its low capital cost.
Process Description
MgFeSi alloy is placed in a pocket or depression at the bottom of a specially designed ladle. The pocket is covered with steel punchings or a steel plate to delay contact with molten iron. The iron is tapped directly onto the cover, melting through it and initiating the magnesium reaction.
Typical Parameters
- Mg recovery: 25–45% (highly variable)
- MgFeSi addition: 1.0–1.5% of melt weight (depending on target Mg)
- Equipment cost: Low (special ladle only)
- Operator skill: Moderate to high
- Fume generation: Significant
- Typical nodularity achieved: 80–90%
Advantages
- Low capital investment — no special equipment beyond treatment ladle
- Suitable for small to medium batch sizes (100–1000 kg)
- Flexible — can treat a wide range of iron chemistries
Limitations
- Inconsistent recovery — batch-to-batch variation of ±10% is common
- High fume and flare — safety and environmental concerns
- Significant temperature loss (30–50°C during treatment)
- Poor for low-sulfur irons (requires higher addition)
- Not suitable for automated or high-volume production
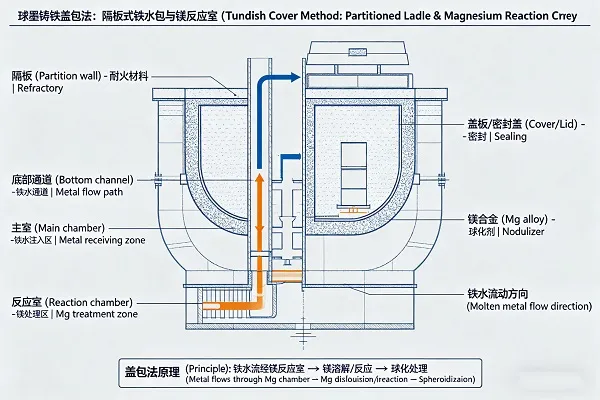
Method 2: Tundish Cover Method
The tundish method is a refined version of the sandwich technique, using a partitioned ladle that creates a reaction chamber, offering better control and higher recovery.
Process Description
A tundish ladle has a central wall that divides the ladle into two compartments. MgFeSi is placed in the smaller compartment, and molten iron is poured into the larger compartment, flowing over the wall into the MgFeSi compartment. This creates a controlled reaction with less turbulence than the sandwich method.
Typical Parameters
- Mg recovery: 40–60% (more consistent than sandwich)
- MgFeSi addition: 0.8–1.2% of melt weight
- Equipment cost: Medium (special tundish ladle required)
- Operator skill: Moderate
- Fume generation: Moderate
- Typical nodularity achieved: 85–95%
Advantages
- Higher and more consistent Mg recovery than sandwich method
- Reduced fume and flare
- Lower temperature loss (15–30°C)
- Better for low-sulfur base irons
- Widely used in medium-sized foundries (500–2000 kg batches)
Limitations
- Higher capital cost for tundish ladles
- Requires specific ladle design and maintenance
- Not ideal for very small batches (< 200 kg)
- Still has significant batch-to-batch variation compared to cored wire
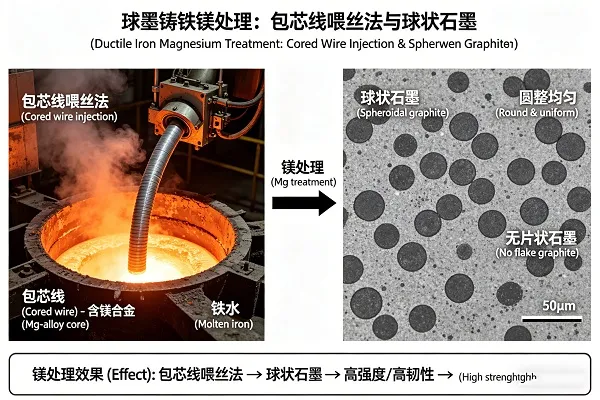
Method 3: Cored Wire Injection (Modern Method)
Cored wire injection represents the most technologically advanced method, offering precision, consistency, and automation for high-volume ductile iron production.
Process Description
MgFeSi powder is encapsulated in a steel sheath (cored wire) and fed continuously into the molten iron through a lance. The wire melts below the surface, releasing magnesium directly into the bath with minimal fume and maximum efficiency.
Typical Parameters
- Mg recovery: 50–75% (most consistent)
- MgFeSi wire addition: 0.5–0.9% equivalent of melt weight
- Equipment cost: High (wire feeder + lance)
- Operator skill: Low (automated)
- Fume generation: Minimal
- Typical nodularity achieved: 90–98%
Advantages
- Highest and most consistent recovery — variation < ±3%
- Precise Mg control — target residual Mg within 0.005%
- Minimal fume and flare — safer, cleaner operation
- Lowest temperature loss (5–15°C)
- Fully automatable — integrates with process control systems
- Works with any batch size — from 100 kg to 50 tons
- Best for low-sulfur base irons
Limitations
- Higher capital investment for wire feeder and lance system
- Requires consistent wire quality and feed system calibration
- Ongoing consumable cost for wire (offset by lower addition rates)
- May require operator training for optimal lance depth and feed rate

Comparative Summary Table
| Parameter | Sandwich Method | Tundish Method | Cored Wire Injection |
|---|---|---|---|
| Mg Recovery (%) | 25–45% | 40–60% | 50–75% |
| Recovery Consistency | Poor (±10%) | Moderate (±5%) | Excellent (±3%) |
| MgFeSi Addition Rate | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Temp Loss (°C) | 30–50°C | 15–30°C | 5–15°C |
| Fume Generation | High | Moderate | Minimal |
| Capital Cost | Low | Medium | High |
| Batch Size Suitability | 100–1000 kg | 500–2000 kg | Any (100–50,000 kg) |
| Typical Nodularity | 80–90% | 85–95% | 90–98% |
| Automation Potential | None | Limited | Full |
Understanding Fade: The Race Against Time
Magnesium fade — the progressive loss of residual magnesium due to reaction with sulfur, oxygen, and slag — begins immediately after treatment. Fade follows a predictable exponential decay:
- First 5 minutes: 10–15% Mg loss
- 5–10 minutes: additional 5–10% loss
- 10–15 minutes: additional 3–5% loss
Critical implication: To maintain nodularity >90%, casting should be completed within 10–12 minutes of treatment. Beyond 15 minutes, nodularity can drop below 80% regardless of initial Mg level.
Fade mitigation strategies:
- Use low-sulfur base iron (<0.02% S) to minimize Mg loss to MgS formation
- Keep slag cover thick and basic (CaO/SiO₂ > 2.0)
- Add post-inoculation (FeSiCa or FeSiBa) at 0.1–0.3% after Mg treatment to restore nucleation sites (magnesium destroys graphite nuclei)
- Minimize holding time between treatment and pouring
- Cored wire injection allows later Mg addition, reducing total holding time
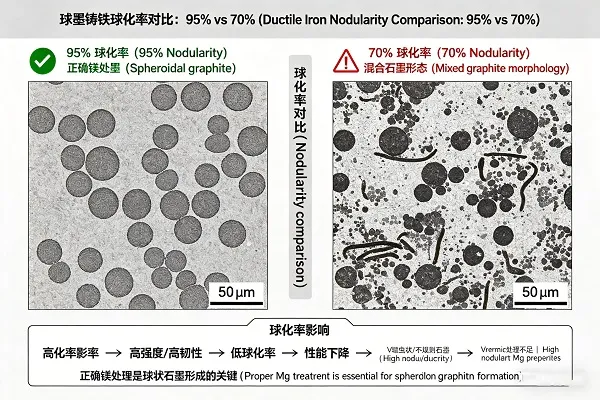
Residual Magnesium Targets and Nodularity
The relationship between residual Mg and nodularity depends on section thickness, base sulfur, and rare earth content. General guidelines:
| Residual Mg (%) | Expected Nodularity | Application Suitability |
|---|---|---|
| 0.020–0.025% | 50–70% (mixed/vermicular) | CGI (compacted graphite iron), not ductile |
| 0.030–0.035% | 80–90% | Minimum for ductile iron, adequate for heavy sections |
| 0.035–0.045% | 90–95% | Standard ductile iron range — target for most applications |
| 0.045–0.055% | 95–98% | Premium ductile iron, thin sections, high nodularity requirements |
| >0.060% | 95–98% + carbides | Over-treatment — risk of chill, reduced ductility, increased dross |
Optimum range: 0.035–0.045% residual Mg balances nodularity (>90%) against carbide risk and cost.
Base Iron Requirements for Successful Treatment
Regardless of treatment method, base iron quality determines success:
- Sulfur: Must be <0.02% before Mg treatment. High S consumes Mg as MgS, reducing nodularity. Use desulfurization (CaC₂, CaO, or soda ash) if base S exceeds 0.025%.
- Carbon equivalent: 4.2–4.4% optimal. Lower CE increases carbide tendency; higher CE causes graphite flotation.
- Phosphorus: <0.05% — high P causes embrittlement.
- Titanium and chromium: Minimize — these are carbide promoters that counteract magnesium.
Troubleshooting Common Ductile Iron Defects
Low Nodularity (<80%)
- Possible causes: Low residual Mg, high base sulfur (>0.02%), excessive fade, insufficient rare earths
- Solutions: Increase MgFeSi addition, pre-desulfurize base iron, reduce holding time, add RE-bearing MgFeSi
Carbide (Chill) Formation
- Possible causes: Over-treatment (Mg >0.055%), low inoculation, low carbon equivalent, rapid cooling in thin sections
- Solutions: Reduce Mg addition, increase post-inoculation (FeSiCa), adjust CE upward (4.3-4.4%), use FeSiSr inoculant for thin sections
Shrinkage Porosity
- Possible causes: Inadequate graphite expansion due to low nodule count, poor feeding, excessive Mg
- Solutions: Increase post-inoculation (especially FeSiBa), optimize risering, reduce residual Mg to 0.035-0.040%
Case Example: Converting from Sandwich to Cored Wire
A mid-sized foundry producing 15,000 tons/year of ductile iron components (automotive brackets and differential housings) struggled with inconsistent nodularity (78–92%) and 8% rejection due to low nodularity and carbides. Using the sandwich method with 1.2% MgFeSi addition, residual Mg varied from 0.028% to 0.052%.
After converting to cored wire injection with MgFeSi (6% Mg) wire at 0.7% equivalent addition, results were dramatic:
- Residual Mg stabilized at 0.038–0.042% (variation <±0.003%)
- Nodularity consistently >92% (average 95%)
- Rejection rate dropped from 8% to 1.5%
- MgFeSi consumption reduced 35% (1.2% to 0.78% equivalent)
- Annual savings: $210,000 in alloy + $180,000 in reduced scrap
- Payback period for wire feeder: 4 months
Recommendations by Application
| Production Scale | Recommended Method | Key Rationale |
|---|---|---|
| Small foundry (<1000 tons/year) | Sandwich or Tundish | Low capital investment, adequate for modest quality requirements |
| Medium foundry (1000–5000 tons/year) | Tundish or Cored Wire | Tundish offers good improvement over sandwich; cored wire provides consistency and lower alloy consumption |
| Large foundry (>5000 tons/year) | Cored Wire | Superior consistency, lowest alloy cost, automation, minimal fume, highest nodularity |
| Thin-section castings (<6 mm) | Cored Wire + FeSiSr inoculation | Precise Mg control prevents carbides; Sr inoculant enhances chill resistance |
| Heavy-section castings (>100 mm) | Cored Wire + RE-bearing MgFeSi | Higher Mg retention needed for long solidification; RE slows fade |
Consistent nodularity in ductile iron demands a systematic approach: select the right magnesium treatment method for your scale and quality requirements, maintain strict base iron control (especially sulfur), implement robust post-inoculation, and monitor residual Mg and fade time. For most medium-to-large foundries, cored wire injection offers the best combination of recovery, consistency, nodularity, and total cost — though the tundish method remains a viable upgrade for those unable to invest in wire feeding equipment. Bright Alloys supplies MgFeSi alloys (3-10% Mg, with rare earths), cored wires, and ferrosilicon inoculants for post-treatment, backed by metallurgical support to optimize your ductile iron practice.