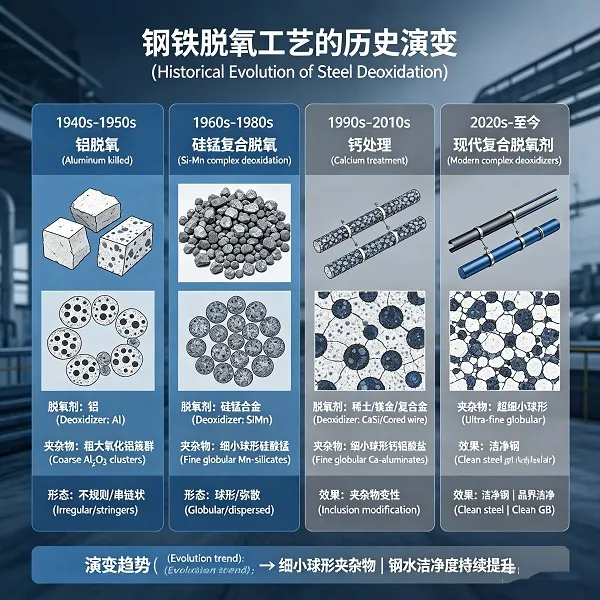
The story of steel deoxidation is a story of continuous improvement — from the simple addition of aluminum to kill the heat, to today's sophisticated multi-component treatments that engineer inclusions rather than merely remove them. Over the past eight decades, steelmakers have learned that how you deoxidize is just as important as how much you deoxidize. The evolution from aluminum-killed steel to complex deoxidizers — silicon-manganese, calcium-silicon, and rare earth-bearing alloys — represents a fundamental shift in metallurgical thinking.
This article traces the historical progression of steel deoxidation practices, explaining why each advancement emerged and how modern complex deoxidizers deliver superior cleanliness, mechanical properties, and cost efficiency.
Era 1: The Aluminum-Killed Revolution (1940s–1960s)
Before the widespread adoption of aluminum deoxidation, steelmakers relied on silicon and manganese alone, producing "semi-killed" or "rimming" steels that contained significant oxygen and exhibited inconsistent properties. The introduction of aluminum killing in the 1940s was revolutionary. Aluminum's powerful deoxidation capacity could reduce dissolved oxygen below 10 ppm — levels previously unattainable — producing fully killed steel with superior uniformity and freedom from gas porosity.
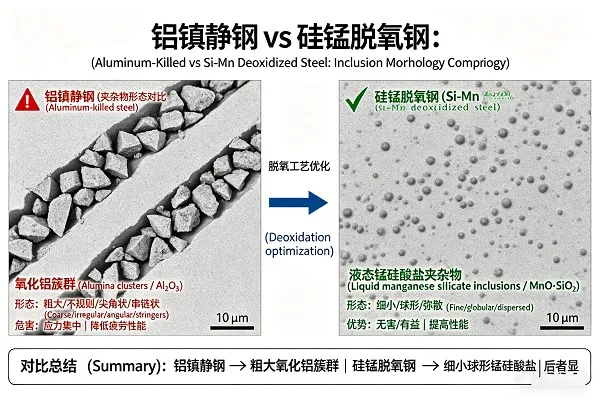
However, aluminum-killed steel came with a hidden cost: the formation of solid, angular alumina (Al₂O₃) inclusions. These inclusions are hard, brittle, and often cluster together, creating stress risers that reduce fatigue life, impair machinability, and cause nozzle clogging during continuous casting. For critical applications like bearing steels and automotive components, alumina inclusions became the limiting factor for performance.
Era 2: Silicon-Manganese Deoxidation (1970s–1980s)
Metallurgists recognized that while aluminum was unmatched for oxygen removal, the resulting inclusion morphology was unacceptable for high-performance steels. Silicon-manganese deoxidation offered an alternative: producing liquid manganese silicate (MnO·SiO₂) inclusions that coalesce and float out more readily than solid alumina. Modern silicon-manganese (Mn65Si17) and Mn65Si25 alloys provide the optimal Mn/Si ratio for liquid inclusion formation, achieving total oxygen levels of 15–25 ppm while leaving behind fewer and less harmful inclusions.
The manganese content in Si-Mn alloys also serves as a desulfurizer, forming MnS inclusions that are more ductile than FeS. For applications requiring good machinability, controlled MnS formation is beneficial. High-manganese grades like ferromanganese (Mn80C0.7) and Mn75C2.0 are often used in conjunction with Si-Mn to fine-tune manganese levels while keeping carbon under control. For applications where higher carbon is acceptable, standard ferromanganese (Mn65C7.0) offers an economical manganese source.
Era 3: Calcium-Silicon for Inclusion Engineering (1980s–1990s)
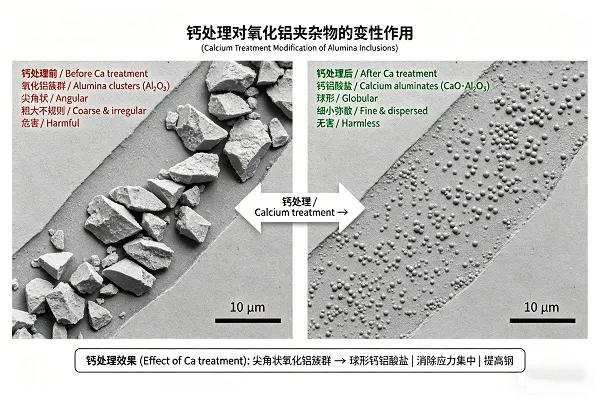
While Si-Mn deoxidation produced cleaner steel than aluminum alone, it could not achieve the ultra-low oxygen levels required for premium applications. The breakthrough came with calcium-silicon (CaSi) treatment. Calcium has an exceptionally high affinity for oxygen and sulfur, and when added to aluminum-killed steel, it converts solid alumina inclusions into low-melting-point calcium aluminates (e.g., 12CaO·7Al₂O₃). These globular inclusions are far less harmful and dramatically reduce nozzle clogging.
Modern practice uses calcium-silicon alloy (Si60Ca30) for ladle addition, while SiCa powder is used in cored wire injection systems for precise, deep-ladle addition. The combination of Si-Mn pre-deoxidation followed by CaSi treatment achieves total oxygen levels of 8–12 ppm — a 50% reduction compared to aluminum alone — while producing globular inclusions that improve fatigue life by 2–5x.
Era 4: Rare Earth Microalloying (1990s–Present)
The latest frontier in deoxidation involves rare earth elements — cerium (Ce) and lanthanum (La) — added in trace amounts (0.001–0.01%). Rare earths are powerful deoxidizers and desulfurizers, forming stable oxides and sulfides that further refine inclusion morphology. They also provide secondary benefits:
- Grain refinement: Rare earth inclusions act as nucleation sites for ferrite, reducing grain size and improving strength and toughness
- Sulfide shape control: RE elements modify MnS inclusions from elongated stringers to small, globular particles
- Hydrogen trapping: Rare earth inclusions can trap hydrogen, reducing susceptibility to hydrogen-induced cracking (HIC)
- Corrosion resistance: Rare earths improve passivation behavior in certain environments
While rare earths are more expensive than conventional deoxidizers, their inclusion in premium grades (bearing steels, pipeline steels for sour service, offshore wind components) is increasingly common.
Comparative Performance Across Eras
| Deoxidation Practice | Era | Total Oxygen (ppm) | Inclusion Morphology | Fatigue Life (Relative) | Relative Cost |
|---|---|---|---|---|---|
| Aluminum only (Al-killed) | 1940s–1960s | 10–20 ppm | Angular Al₂O₃ clusters | 1.0x (baseline) | Low |
| Si-Mn only | 1970s–1980s | 15–25 ppm | Liquid MnO·SiO₂ | 1.5–2.0x | Low-Medium |
| Al + CaSi treatment | 1980s–1990s | 8–12 ppm | Globular calcium aluminates | 3–5x | Medium |
| Si-Mn + CaSi + RE | 1990s–present | 5–10 ppm | Globular + grain refinement | 5–10x | Medium-High |
The Synergy of Modern Complex Deoxidizers
Today's best practice is rarely a single deoxidizer but rather a sequence of additions designed to progressively remove oxygen while engineering inclusion chemistry:
- Pre-deoxidation with Si-Mn: Silicon-manganese (Mn65Si17) or Mn65Si25 reduces oxygen from ~600 ppm to ~50–100 ppm while forming liquid manganese silicate inclusions that readily float out
- Manganese adjustment: Add low-carbon ferromanganese (Mn80C0.7) or Mn75C2.0 to achieve target Mn levels without exceeding carbon specifications; for less critical grades, standard Mn65C7.0 offers an economical option
- Final deoxidation with Al (if needed): Small aluminum addition to achieve ultra-low oxygen (<10 ppm)
- Inclusion modification with CaSi: Calcium-silicon alloy added as cored wire or lumps transforms any remaining alumina into harmless calcium aluminates
- Rare earth microalloying (premium grades): Trace addition of Ce/La for grain refinement and further inclusion control
Case Study: Bearing Steel Transformation
The evolution of deoxidation practice is perhaps best illustrated by bearing steel (SAE 52100). In the 1960s, aluminum-killed bearing steel contained 15–20 ppm total oxygen but exhibited large alumina clusters that initiated spalling failures. By the 1980s, Si-Mn pre-deoxidation followed by CaSi treatment reduced total oxygen to 8–12 ppm while eliminating alumina clusters. In the 2000s, the addition of rare earths further reduced oxygen to 5–8 ppm and refined grain size from ASTM 8 to ASTM 10–11. The result: bearing fatigue life (L10) increased from approximately 50 hours in 1960s-era steel to over 500 hours in modern premium bearing steel — a tenfold improvement driven almost entirely by deoxidation practice evolution.
The Future: AI-Optimized Complex Deoxidation
The next evolution will not be a new alloy but rather intelligent process control. AI models trained on real-time oxygen activity, temperature, and steel chemistry can predict the optimal sequence and quantity of complex deoxidizers — Si-Mn, CaSi, Al, and rare earths — for each heat. Early adopters report 10–15% reductions in alloy consumption while achieving tighter oxygen targets and more consistent inclusion ratings. As data acquisition and modeling improve, AI-optimized deoxidation will become the new standard for clean steel production.
The evolution of steel deoxidation — from aluminum killed to complex deoxidizers — reflects a deeper understanding of inclusion engineering. Each era brought new capabilities: aluminum for ultra-low oxygen, Si-Mn for liquid inclusion formation, calcium-silicon for inclusion modification, and rare earths for grain refinement. Today's steelmakers have an unprecedented toolkit to produce clean, reliable steel for the most demanding applications. Bright Alloys supplies the full range of modern deoxidizers — silicon-manganese (Mn65Si17), Mn65Si25, low-carbon ferromanganese (Mn80C0.7), Mn75C2.0, standard Mn65C7.0, calcium-silicon (Si60Ca30), SiCa powder for cored wire, and rare earth master alloys — backed by metallurgical expertise to help you implement the optimal deoxidation strategy for your steel grade.