High-Strength Low-Alloy (HSLA) steels represent a remarkable achievement in materials engineering: achieving yield strengths of 450–700 MPa without the carbon levels that compromise weldability and formability. The secret lies in precise alloy composition — a carefully balanced combination of manganese, silicon, and microalloying elements (niobium, vanadium, titanium). This guide provides practical metallurgical insights for optimizing HSLA alloy design to meet demanding mechanical property targets.
Unlike conventional carbon steels that rely on carbon for strength (at the expense of ductility and weldability), HSLA steels leverage precipitation strengthening and grain refinement. Getting the composition right is both a science and an art. Let’s break down each critical element and its role in the HSLA system.
Manganese (Mn): The Backbone of HSLA Strength
Manganese is the most abundant alloying element in HSLA steels, typically ranging from 1.0% to 1.8%. Its primary functions are solid-solution strengthening and austenite stabilization. Mn delays the transformation to ferrite, promoting a finer final grain size. It also combines with sulfur to form MnS inclusions, preventing the formation of low-melting-point iron sulfides that cause hot shortness.
Practical guidelines for Mn selection: For HSLA grades with yield strength of 450–550 MPa, aim for 1.2–1.5% Mn. Higher strength levels (600+ MPa) may require 1.5–1.8% Mn, but watch for centerline segregation in continuous cast slabs. Microalloying additions (Nb, V) can compensate for lower Mn while improving impact toughness.
Silicon (Si): Beyond Deoxidation
While silicon is essential for killing the steel (removing oxygen), its role in HSLA extends to solid-solution strengthening and pearlite promotion. Typical Si levels range from 0.15% to 0.50%. Silicon increases yield strength by approximately 15–20 MPa per 0.1% addition without significantly impairing ductility. However, excessive silicon (above 0.6%) can degrade surface quality and reduce galvanizing reactivity.
In modern HSLA design, silicon works synergistically with manganese. A balanced Mn/Si ratio of approximately 3:1 to 5:1 optimizes strength without promoting excessive oxide inclusion formation. For applications requiring excellent surface finish (automotive exposed panels), keep Si below 0.30% and compensate with slightly higher Mn.
Microalloying Elements: Nb, V, Ti — The Precision Tools
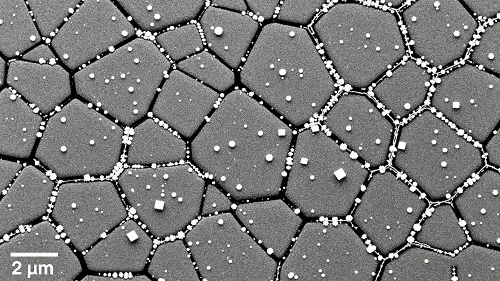
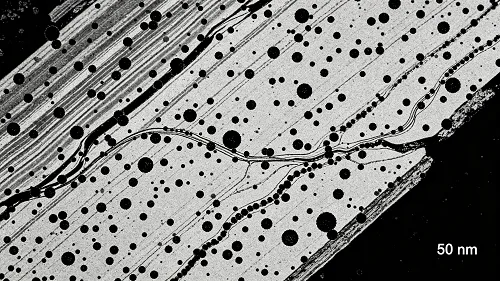
Microalloying additions — typically niobium (Nb), vanadium (V), and titanium (Ti) — are used in small quantities (0.02–0.15% each) but have disproportionately large effects. They form fine carbide and nitride precipitates that pin grain boundaries and inhibit recrystallization during hot rolling, resulting in extremely fine ferrite grain sizes (5–10 μm).
Niobium (Nb): The Grain Refiner
Niobium is the most potent grain refiner among microalloys. Adding 0.03–0.08% Nb refines austenite grains during roughing and finishing rolling, leading to ferrite grains as small as 5 μm. Each 1 μm reduction in grain size increases yield strength by 10–15 MPa while raising the ductile-to-brittle transition temperature. Nb also provides precipitation strengthening through Nb(C,N) particles.
Vanadium (V): The Precipitation Strengthener
Vanadium is particularly effective in steels that undergo normalizing or accelerated cooling. With typical additions of 0.05–0.12%, V forms V(C,N) precipitates that provide strong precipitation hardening after transformation to ferrite. Unlike Nb, V does not significantly refine the as-rolled grain size but delivers excellent strength contributions (up to 150 MPa) through fine VN particles.
Titanium (Ti): The Inclusion Modifier and N Scavenger
Titanium is added at lower levels (0.01–0.05%) primarily to form TiN particles that prevent austenite grain growth during reheating. TiN particles are stable at high temperatures (up to 1350°C), making them ideal for controlling grain size in slab reheating furnaces. However, excessive Ti leads to coarse TiN that degrades fatigue performance. Ti also protects Nb and V from nitrogen by preferentially forming TiN.
Putting It Together: Composition Guidelines by Application
The optimal HSLA composition depends on your steelmaking route (conventional hot strip mill vs. thin slab casting), cooling strategy (accelerated cooling, direct quenching), and target properties. Below are three proven composition templates:
| Grade / Application | Mn (%) | Si (%) | Nb (%) | V (%) | Ti (%) | Expected Yield Strength (MPa) |
|---|---|---|---|---|---|---|
| Structural / General forming | 1.0–1.3 | 0.15–0.30 | 0.02–0.04 | — | 0.01–0.02 | 380–480 |
| Automotive chassis / HSLA 350 | 1.2–1.5 | 0.20–0.40 | 0.04–0.07 | 0.02–0.05 | 0.01–0.03 | 450–550 |
| Heavy plate / High toughness | 1.4–1.8 | 0.30–0.50 | 0.05–0.09 | 0.06–0.10 | 0.01–0.04 | 550–700 |
Avoiding Common Pitfalls
Even with the right composition targets, processing conditions determine success. Key considerations:
- Nitrogen control: Excessive free N leads to coarse precipitates and strain aging. Balance N with Ti and Al additions.
- Reheating temperature: For Nb-microalloyed steels, slab reheating above 1200°C is needed to dissolve Nb carbides — too low and you lose precipitation potential.
- Cooling rate: Accelerated cooling after rolling enhances precipitation hardening; fine-tune run-out table cooling to avoid over-hardening.
Sustainability and Cost-Efficiency in HSLA Design
Smart alloy optimization reduces material usage — stronger steel allows lighter gauge sections, lowering overall weight and CO₂ emissions in transport applications. Moreover, substituting expensive Ni, Cr, Mo with well-balanced Mn + microalloy combinations cuts raw material costs by 15–25% while maintaining performance. Bright Alloys offers a full range of high-purity ferromanganese, ferrosilicon, and niobium/vanadium master alloys precisely tailored for HSLA production.
As the industry moves toward next-generation advanced high-strength steels (AHSS), the fundamental principles of HSLA alloy design remain highly relevant. By mastering the balance of manganese, silicon, and microalloying elements, metallurgists can achieve exceptional mechanical properties without sacrificing weldability or formability — the hallmark of true HSLA excellence.